门座起重机大拉杆金属结构失效修复设计及设备管理对策与分析毕业论文
2020-03-02 08:30:38
摘 要
门座式起重机是国内较早设计制造的机型。与其他类型的起重机相比,门座起重机具有更高效率的作业能力、低廉的运行成本和灵活的机动性能,广泛应用于船厂安装和港口装卸。四连杆门座起重机中主要采用刚性拉杆,一般称为大拉杆。大拉杆是四连杆组合臂架的主要承载结构,因此对大拉杆的失效以及修复设计进行研究是十分必要的。本文以门座起重机大拉杆失效事件作为本次的研究对象,结合参考文献和给出的起重机图纸,运用ANSYS进行有限元分析,计算出实失效部位的焊缝力,然后通过各个方面的因素分析大拉杆失效的原因,提出修复设计方案和为了防止出现失效情况的正确的设计方案,并绘相应的设计图纸。同时以该事件为案例,为港口企业提出相应的设备管理对策,以预防和更好的应对这一类状况的发生,提高企业在市场中的竞争力。
关键词:门座起重机;大拉杆;失效以及修复设计;设备管理
Abstract
Portal crane is an earlier model designed and manufactured in China. Compared with other types of cranes, portal cranes have a higher efficiency of operation, low operating costs and flexible maneuverability, widely used in shipyard installation and port handling. Four-link portal cranes mainly use rigid rods, commonly known as large rods. The large drawbar is the main bearing structure of the four-bar combination boom, so it is very necessary to study the failure and repair design of the large drawbar. This article takes Portal Crane failure event as the object of this study. Combining with the reference and the crane drawings given, using ANSYS to perform finite element analysis, we calculate the weld joint strength at the actual failure site, and then pass through various aspects. Factor analysis of the causes of the failure of the large drawbars, the proposed restoration of the design program and in order to prevent the failure of the correct design program, and draw the corresponding design drawings. At the same time, taking this incident as a case, it proposes corresponding equipment management countermeasures for port companies to prevent and better cope with the occurrence of this type of situation and improve the competitiveness of enterprises in the market.
Key words:portal Crane;pull load;failure and repair design;equipment Management
目录
第1章 绪论 1
1.1课题研究背景 1
1.2国内外研究现状 2
1.3 课题研究的目的及意义 3
1.4课题研究基本内容 3
第2章 门座起重机大拉杆基本结构及受力特点分析 5
2.1门座起重机大拉杆的基本结构 5
2.2 门座起重机大拉杆受力特点 5
第3章 大拉杆拉脱原因分析 7
3.1 事故描述 7
3.2 焊缝失效的形式 8
3.2 焊缝力的计算 9
第4章 大拉杆修复以及正确的设计 11
4.1大拉杆修复设计 11
4.1.1修理焊缝 11
4.1.2修复设计 12
4.2大拉杆正确的设计 14
4.3本章小结 15
第5章 设备管理对策分析 16
5.1设备管理概述 16
5.2 设备管理现状及发展 16
5.3 针对本次失效事件提出的设备管理对策 17
5.3.1 从寿命周期前期预防大拉杆失效 17
5.3.2 从寿命周期后期预防大拉杆失效 18
第6章 环境影响及经济性分析 20
6.1环境影响分析 20
6.2经济性分析 20
第7章 总结与展望 21
7.1全文总结 21
7.2 展望 21
参考文献 23
致谢 25
第1章 绪论
1.1课题研究背景
门座起重机是港口码头装卸的典型设备,具有使用广泛、价格便宜和使用灵活等特点。近年来,高速发展的现代工业和全球化不仅带来了设计更加优秀、运作更加灵活的港口装卸设备,让港口企业蓬勃发展的同时也为港口企业带来了极其激烈的竞争,一个港口的运作效率与贸易往来很大程度上都依赖于门座起重机。 因此,门式起重机的设计应该面向大规模,高速度,自动化和智能化的发展,以满足竞争日益激烈的市场需求。
在现代工业生产过程中,起重机是实现并推进“两化”,降低劳动强度,实现货物的高运输率,提高生产效率必不可少的设备。其对发展国民经济,提高人民生活的物质水平起着重要作用。现今,起重机的设计制造技术正处在快速发展阶段,产品种类和功能不断增加,使用范围领域也越来越广。港口装卸作业大型电站的施工、大型船只的建造、安装和运行、大型工程的施工等,都依赖着起重机的作业。而门座起重机的工作特点是作业效率高、机动灵活、额定起重量范围宽、通用性能强,被泛应用于生活生产的各个领域。

图1.1 四连杆门座起重机
1.2国内外研究现状
随着我国现代工业技术的快速发展,技术研究的突破,我国在起重机设备设计以及生产上取得了世人瞩目的成绩,拿到国家质检总局颁布起重机制造许可证的单位已有约2000家,大部分都拥有属于自己的起重器产品系列,在制造起重机械方面已经能够独当一面。虽然在小吨位的起重机设计领域我国已经处于世界领先水平,但在大型起重机的研发上面我们与欧美发达国家还存在不小的差距。从技术上来说,我国花在研发大型门座式起重机的时间相对其他国家较短,起步较晚,在设计和图纸上需要进行改进和创新,且没有相应的冶炼水平来提供技术支撑;从经验上讲,国内门座式起重机在可靠性和稳定性都不如国外的品牌,很多时候都是出了问题再修修补补,难以同竞争对手抢占市场。因此需要通过加强上述两个方面的研究和积累,同时大力培养人才,厚积薄发,以缩小与国外门座式起重机的技术差距和口碑。
国外门座起重机专业生产厂家约15家左右,其中具有代表性的欧美生产厂家主要有瑞士的利勃海尔、美国的马尼托瓦克、德国的德马格起重机械有限公司和日本的神钢等。他们拥有先进的技术以及较为完善的设备型号,市场占有率很高。欧美发达国家的门座起重机基本代表了国际先进水平,在设备的可靠性和可维修性上遥遥领先于我国。日本厂家的门座起重机产品与欧美国家的产品相比,因为和中国类似的原因导致差距也较大,但是日本工业化所提倡的高精度、高标准化和对产品的严谨认真,仍然是值得我们学习和效仿。
国内的的起重机制造水平比较难达到设计要求,特别是在细节方面的设计难以很好地体现出来,这是与国外存在较大差距的重要原因之一。在制造业方面,不仅工人的技术水平和工作态度不如国外技术人员的素质,而且加工制造工艺不成熟,设备精度不高等问题尤为突出。因此很多时候是拥有较好的设计,却得不到较好的表现。国产起重机的设计主要集中在产品的功能要求上,其他功能则略显拙劣,细节则是很难有所保障。特别是,外国公司至少需要几年的时间才能开发出从概念到设计,制造和调试的新产品。但是,新产品开发的国内产品周期很短,因此许多问题会直接体现在使用阶段,留下了许多隐患。为了赶上国外因素的技术水平,我们应该先从他们的先进技术中学习,然后吸收和创新,并结合先进技术来升级产品。
而设备管理的理论与方法,从80年代至今,中国进人改革开放年代。国际
上各种先进设备、生产线不断引进;先进的管理方法、管理模式也逐步进人中国企业。预防维修、预测维修、状态维修、可靠性工程、后勤工程学、综合工程学以及全员生产维修等理论和方法逐渐被中国企业所认识和接受。[8]面对国际上日益丰富的设备管理模式,中国设备管理和维修组织提出对设备一生进行综合管理的思路,称之为“设备综合管理”。[1]但是国内的许多企业都是鹦鹉学舌,而且不同企业的设备类型和参照标准都不一样,在设备管理的学习上还有待提高。因此还需要虚心学习国外的先进理念,消化并转为己用。
1.3 课题研究的目的及意义
大拉杆是门座式起重机实现变幅的四连杆结构中的重要部件。大拉杆结构在通常情况下,只受起重载荷即象鼻梁的拉力和自重的影响。在考虑到风力的影响下,由于风的脉动和横风向激振的效应,使结构在顺风向和横风向 ( 与风向垂直)时均产生振动,风引起的结构振动使司机容易疲劳,既影响起重机的装卸作业效率,更影响安全生产。[16]
精确计算拉杆在受载状况下的应力分布规律及其变形情况,对准确确定拉杆的实际承载能力和使用寿命,以及改进现有拉杆结构或对新拉杆予以合理设计等,都有重要现实意义。[19]
门座式起重机在现代工业中是必不可少的,毕业设计进行门座式起重机大拉杆金属结构失效修复的设计,同时根据设备管理的理论与方法,通过对大拉杆失效机理分析,不但是对我们大学所学知识的一个总的考察,也让我们熟悉并学会简单的使用CAD、Solidworks、ANSYS等软件,同时也对国内外相关的先进设计技术有了初步的认知和了解,在本科结束阶段培养和锻炼了自己查找、收集、整理资料的能力,这对即将踏上社会的我们有着及其深远的意义。
1.4课题研究基本内容
本文通过对门座式起重机大拉杆失效案例的分析,总结大拉杆金属结构失效原因,设计新的大拉杆工艺。同时根据设备管理的理论与方法,通过对大拉杆失效机理分析。提出可操作性强,有创新的见解。
本文是在阅读中英文文献的基础上,了解门座起重机大拉杆失效的各种原因以及其他人所提出的相应修复方法,结合自己的所学知识,得出可行的修复设计方案。同时阅读设备管理的文献,并将相关的知识运用到大拉杆的管理之中。
因此采用有限元分析的方法,在ANSYS中选择合适的单元完成模型建立,计算拉杆在受载状况下的应力分布规律及其变形情况以及对起重机各种工况进行模拟分析,然后通过CAD制图,绘制大拉杆修复设计图纸,得出门座起重机大拉杆金属结构失效修复设计和的设备管理对策。并完成2种港口起重机产品标准的检验方法作业指导书。
第2章 门座起重机大拉杆基本结构及受力特点分析
2.1门座起重机大拉杆的基本结构
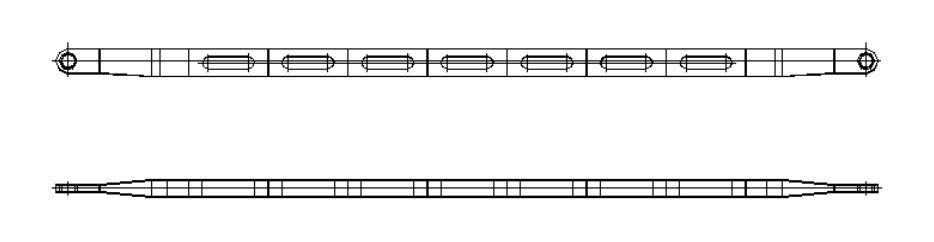
图2.1大拉杆结构简图
大拉杆的下端与人字架顶部铰接,上端与象鼻梁尾部相铰接的刚性拉杆。如图2.1所示,大拉杆一般多采用箱型结构。大拉杆、臂架、象鼻梁和机架构成一平面四连杆机构,该机构的优点为良好的系统刚性;起升绳磨损较小;能较好的实现吊重以接近水平线的轨迹移动。
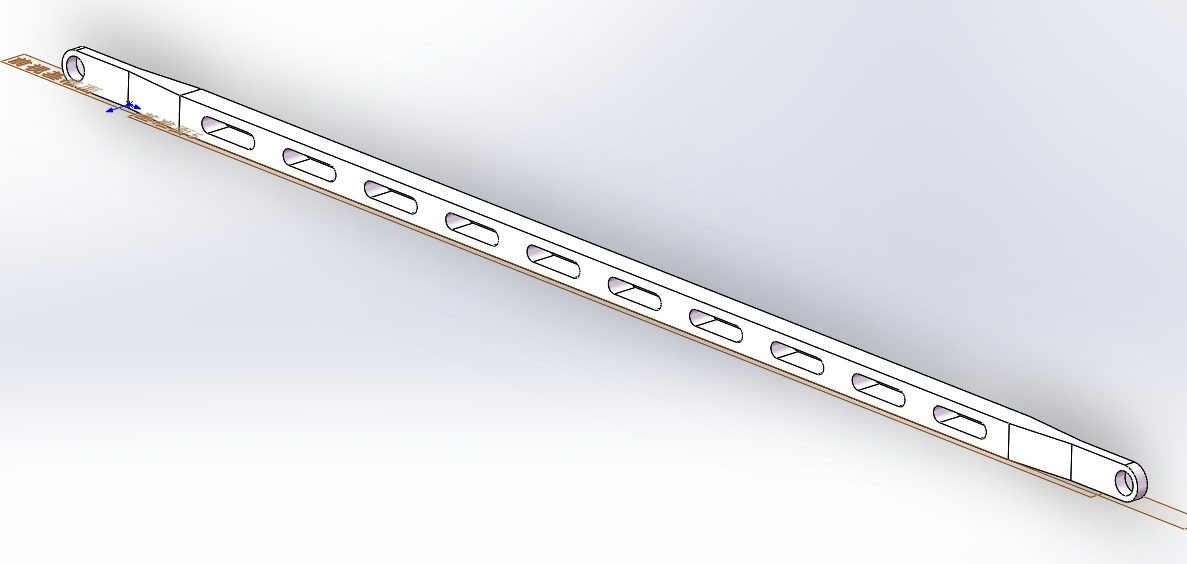
图2.2 用solidworks建模得到的大拉杆
2.2 门座起重机大拉杆受力特点
大拉杆本身是一个二力杆,因此受力较为简单,只受到自身重力以及象鼻梁和转台的拉力,这两个力大小相同方向相反。
将solidworks建立的模型导入ANSYS,设置板厚等材料属性,输入Q235钢的泊松比0.3和弹性模量。修改材料特性,选择各向同性等选项。然后在参数列表中修改网格参数,本例在网格设置的尺寸中选择“中等”,其余选项使用默认设置进行划分。
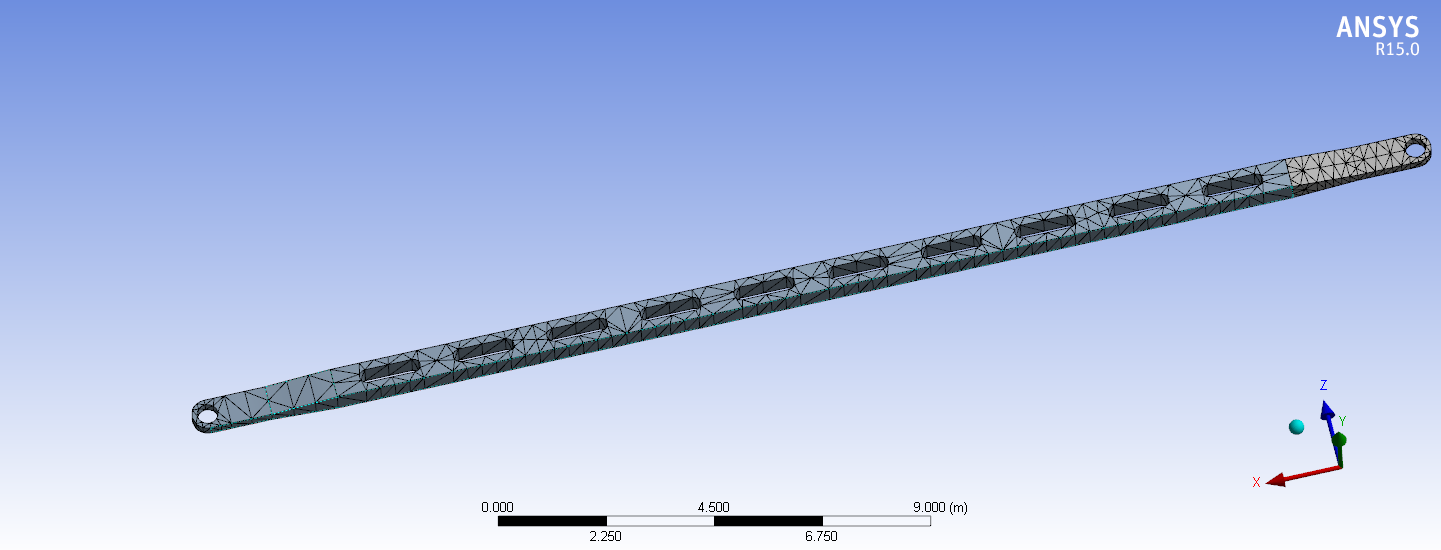
图2.3 网格划分
由于大拉杆受力较为简单,只选择需要两个施加压力的面设置大拉杆受到的拉力。最后得出大拉杆的应力云图,如下所示:
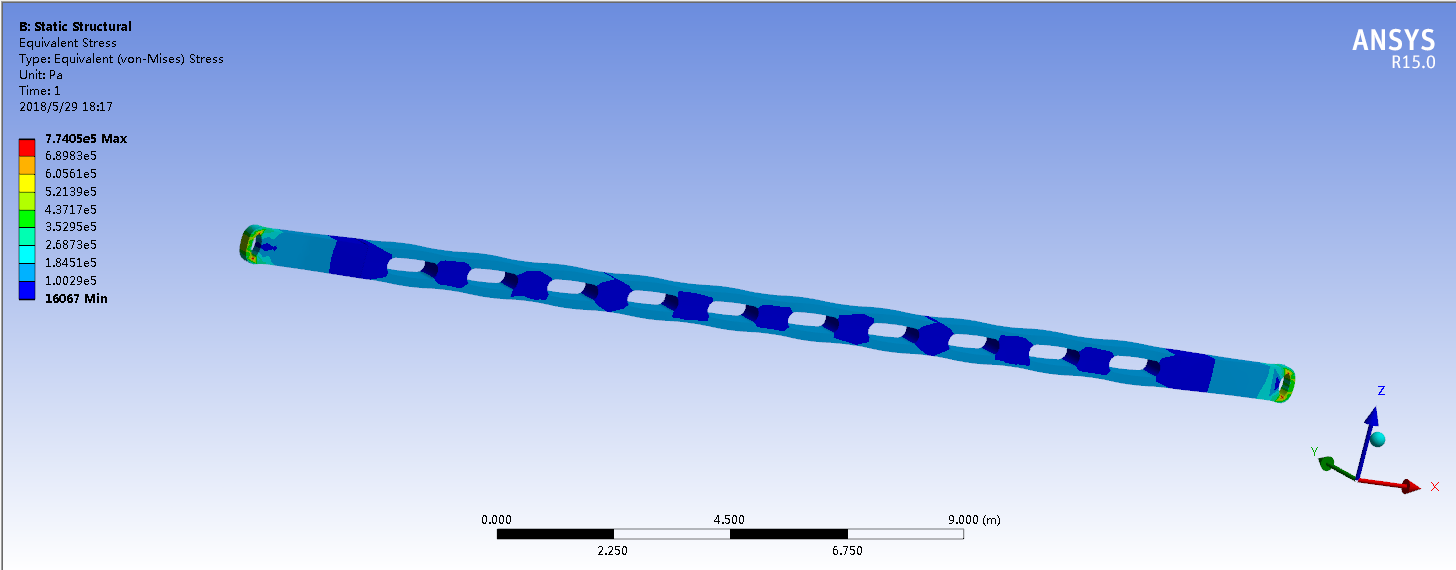
图2.4 大拉杆应力云图
从图中可以看出大拉杆直槽口处的应力较小,应力主要集中自受拉力的圆孔附近。在本例中没有深入探究大拉杆自重带来的影响,但是对不同的起重机而言,幅度和吊重越大,大拉杆自重应力对其自身强度的影响也越大:大拉杆自重对起重机整机性能影响,也随着幅度和吊重的增大而增大。由此表明,对大幅度大吊重的起重机来说,大拉杆自重对其自身应力和整机性能将起不可忽视的作用,在设计计算中必须加以考虑。[17]
第3章 大拉杆拉脱原因分析
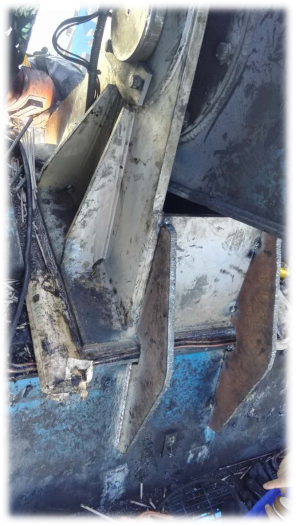
3.1 事故描述
发生事故的门座起重机的大拉杆在运作中突然拉脱,如图3.1所示。可以从图中看出大拉杆和铰接支座与平衡梁完全分离,如果没有钢索将大拉杆和配重连接在一起,可能会导致极其严重的安全事故。
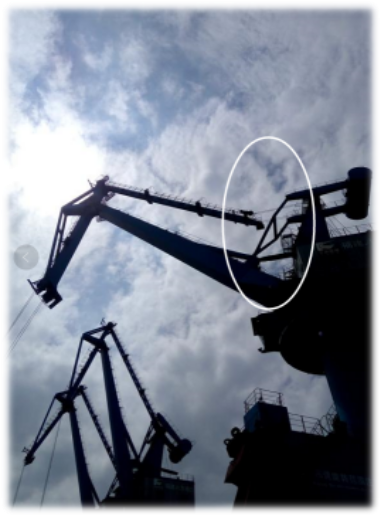
图3.1发生事故的门座起重机
经过大拉杆拉脱的事故确认及分析后,可以得出铰接支座同转台的焊接处的焊缝提供的不足以支持两者的连接,因此需要计算该门座起重机最大幅度满载荷下的焊缝力,以给出相应的修复设计方案。
3.2 焊缝失效的形式
焊缝的失效形式主要分为塑性失效、脆性失效、疲劳失效以及应力腐蚀失效。焊缝的失效会带来极其严重的后果,以下就对几种失效形式的特征做一下简单的介绍。
- 塑性失效的特征在于当焊缝失效时伴随着大量的能量,并且会产生较为明显的塑性变形。这是最为常见的一种焊缝失效形式,由于塑性失效裂发生在大量的塑性变形后,所以结构性断裂将在受力方向留下大量残余变形。在断口的附近可明显观察到存在挠曲,增厚和颈缩。在大多数材料的塑性失效中,拉伸塑性断裂呈现一种纤维状,分为平面和剪切面。因此需要经常性对焊缝进行检测。
- 脆性失效是焊接结构中最严重的断裂失效之一。 脆性失效发在实际应力低于结构设计应力的情况下,并且在焊缝失效时不会产生明显的塑性变形,并且具有突然破坏的特征并且经常导致显著的损失。因为这种失效形式很难及时的查出,所以脆性断裂是非常危险的一种损伤形式。其特点是一旦失效就会导致裂纹的蔓延,且能耗远小于韧性断裂,很少发现可见的塑性变形。脆性断裂面表面光亮,呈颗粒状,属于平面应变条件下发生的平直类型。
- 在整个疲劳失效过程中,零件或试样不会出现大的、可见的塑性变形。 大多数情况下,疲劳断裂是突然发生的。因此,这种断裂模式给预测焊缝失效带来了很大的阻碍,需要提前进行超声波检查,是设备管理中较为棘手问题。典型的疲劳断裂通常由三部分组成:裂纹源区,裂纹扩展区和瞬时断裂区。这种独特的裂口是一个非常重要的证据,能够很好的区别于其他几种形式的失效。
- 应力腐蚀失效是在一个远远低于金属屈服点的拉应力和化学侵蚀同时作用下的一种失效过程。裂缝经常产生大量的分叉,并且在一般垂直于拉伸应力的方向上连续地延伸,从而影响其产生和扩展。在这种情况下,小裂纹将深深地延伸到焊件中,该过程会给金属结构带来极大的危害。
一般来说,焊接结构的失效必须要对断口进行细密的检测,并结合工作环境,焊接的实际状况,然后得出相应的失效形式,才能进行下一步的维修,解决失效的问题。从而提高焊缝的安全使用和质量,减少维修中的无用功。
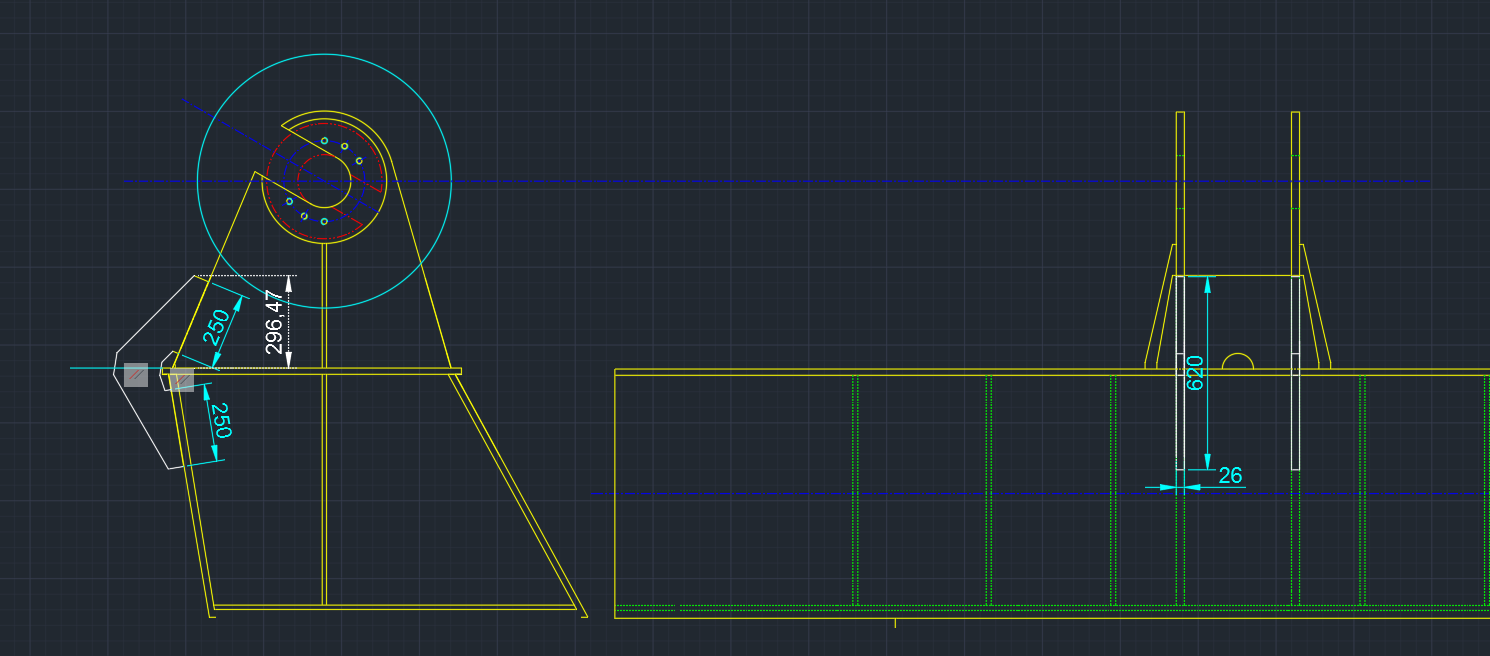
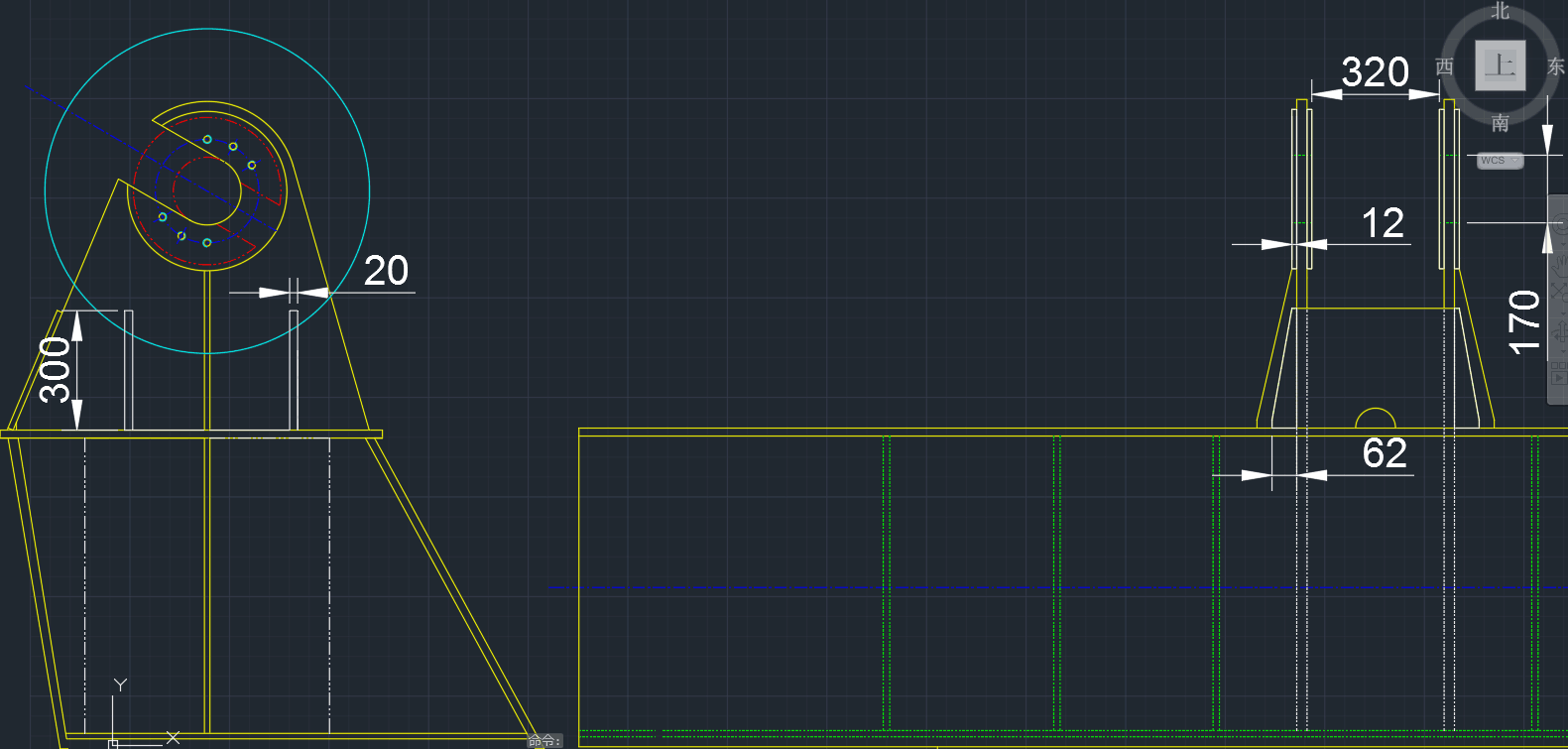
3.2 焊缝力的计算
如图所示,需要计算红圈部分的焊缝力。焊缝的受力十分复杂,首先需要确定焊缝强度设计值 。查表可得
。查表可得 ,分析受力可得。
,分析受力可得。
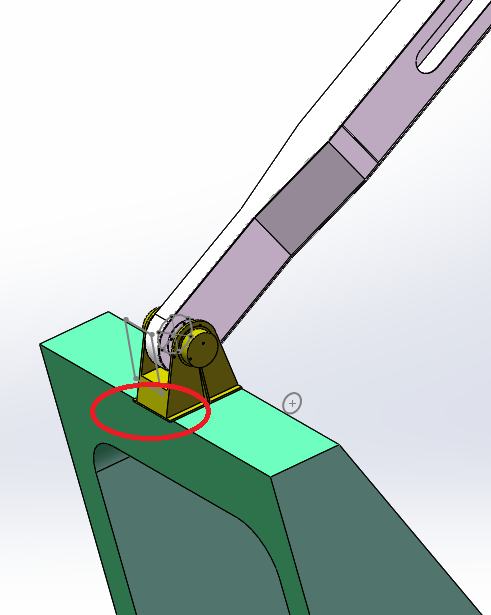
图3.2 与大拉杆铰接的铰支座
焊缝组成的围焊共同承受象鼻梁的拉力F=155580N,起重机的最大幅度为27.9°,将该力分解为平行于焊缝轴线的剪应力V和垂直于焊缝轴线的轴力N。
查阅图纸可得
设焊缝尺寸 ,计算剪应力
,计算剪应力

计算垂直于焊缝方向的均匀分布应力

计算象鼻梁拉力的弯矩
 为铰接处圆心到平衡梁上表面的距离,查图纸可
为铰接处圆心到平衡梁上表面的距离,查图纸可 =600mm则可以计算出
=600mm则可以计算出 =
= 。在
。在 作用下,有效截面产生垂直于焊缝且按三 角形分布的应力
作用下,有效截面产生垂直于焊缝且按三 角形分布的应力 。
。

以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: