电厂智能卸灰系统设计毕业论文
2020-08-13 20:47:11
摘 要
根据国家统计局数据显示,如今我国每年的火力发电量占了每年总发电量的70%以上。在当前日趋严重的自然环境形势下,对火电厂锅炉排灰过程智能控制的研究与设计就显得尤为重要。本文所提出的电厂智能卸灰系统,对传统的手动卸灰系统或半自动卸灰系统进行了优化,一方面极大程度地避免了扬尘污染,另一方面大大提高了卸灰作业的效率。该系统采用可编程逻辑控制器(PLC)作为控制核心来实现对卸灰过程进行全自动的控制,在正常运行的情况下,一般无需人为操作。当然,也可以选择手动模式进行手动控制。该系统采用触摸屏来监控卸灰过程的状态信息,能够通过HMI图形界面进行手动操作。除此之外,该系统采用了RFID卡及其读写器来实现对卸灰车辆的智能管理。
关键词:锅炉排灰;智能卸灰;自动装车;PLC;HMI;控制系统
Abstract
According to the National Bureau of Statistics data, now China's annual thermal power generation accounts for more than 70% of the total annual generating capacity. In the current increasingly serious natural environment, the thermal power plant boiler ash discharge process of intelligent control research and design is particularly important. In this paper, the intelligent unloading system of power plant, the traditional manual unloading system or semi-automatic unloading system was optimized, on the one hand to a great extent to avoid dust pollution, on the other hand greatly improve the efficiency of unloading operations. The system uses a programmable logic controller (PLC) as the control core to achieve the automatic control of the ash removal process, in the normal operation of the case, generally without human operation. Of course, you can also choose manual mode for manual control. The system uses a touch screen to monitor the status information of the unloading process and can be manually operated via the HMI graphical interface. In addition, the system uses the RFID card and its reader to achieve the intelligent management of unloading vehicles.
Keywords: boiler ash discharge; intelligent unloading ash; automatic loading; PLC; HMI; control system
目 录
第1章 绪论 1
1.1 设计背景及研究现状 1
1.2 设计目的及意义 2
第2章 系统方案设计 3
2.1 设计要求 3
2.2 系统方案 3
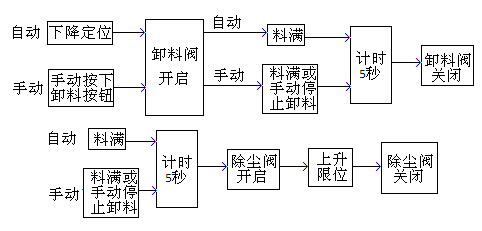
2.2.1 作业流程 3
2.2.2 控制方法 4
2.2.3 系统结构 7
第3章 硬件设计 8
3.1 PLC选型及其I/O口分配 8
3.2 HMI选型与通讯接线 9
3.3 其他电气设备及元器件选型与设计 10
3.3.1 升降机、送料风机和除尘风机 10
3.3.2 卸料阀和除尘阀 10
3.3.3 称重传感器及地磅接线盒 11
3.3.4 限位开关 11
3.3.5 指示灯和蜂鸣器 11
3.3.6 断路器 12
3.3.7 接触器 12
3.3.8 中间继电器和时间继电器 13
3.3.9 RFID卡读写器 13
第4章 软件设计 14
4.1 PLC程序设记 14
4.1.1 PLC输入输出软元件使用说明 14
4.1.2 PLC编程说明 15
4.2 PLC与读写器之间数据包格式说明 16
4.2.1 从读写器到PLC 17
4.2.2 从PLC到读写器 17
4.3 HMI图形编程设计 18
4.3.1 图形布局 18
4.3.2 图形读写地址配置 19
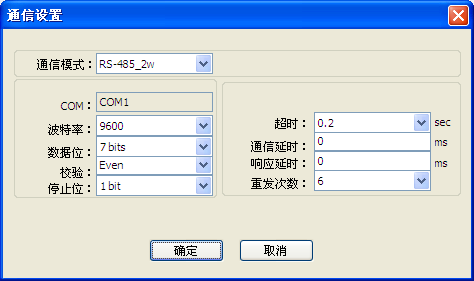
4.4 通讯配置 20
4.4.1 HMI通讯配置 20
4.4.2 PLC通讯配置 21
第5章 调试记录 23
5.1 调试前准备工作 23
5.1.1 PLC程序下载 23
5.1.2 HMI程序下载 23
5.1.3 实验电路接线 24
5.2 调试内容与结果 26
5.2.1 自动卸料模式调试 26
5.2.2 手动卸料模式调试 27
5.3 调试结果分析 28
第6章 结论 29
中外文参考文献 30
附录1 系统图 31
附录2 控制原理图 32
附录3 接线图 33
附录4 电气设备材料表 34
附录5 PLC梯形图程序 35
致谢 39
第1章 绪论
设计背景及研究现状
从能源与环境方面来讲,当今的世界,电能已然成为人类社会不可或缺的重要能源。而电能属于二次能源,我国去年的火力发电量占总发电量的74.37%,火力发电过程中会产生大量的灰渣,如果处理不当,对自然环境的危害是很严重的。节能减排是时代的主题,环保是我们人类社会得以可持续发展的硬性要求,李克强总理在今年的人民代表大会上曾经提醒:中国的环境污染形势“依然严峻”。由此可见,对火电厂卸灰过程的妥善控制十分必要。
从技术与设备方面来看,现代控制理论的发展已经成熟,可编程控制器(PLC)在国内外各种自动化工程项目中的应用已经相当普遍。在国内,有汇川、正泰、正航和台达等非常多的PLC品牌,在国外也有许多,如瑞典的阿西亚(ASEA)公司和瑞士的布朗勃法瑞(BROWNBOVERI)公司合并的ABB、德国的西门子和法国的施耐德等。PLC 技术操作简单、维护方便、能耗低、可靠性高,具有很多传统控制设备不具有的优点,其丰富的接口使得其在电气设备自动化领域的应用面更为广泛[1]。由此可见,PLC应用于火电厂智能卸灰系统具有可行性。
对于电厂卸灰系统,裴荣雅曾经提出从温度、压力、位置开关等方面进行对风机、电磁阀、三通阀、卸灰机等设备的自动化控制。从温度和压力方面的控制实现对塑烧板的保护和对除尘效能的优化,而从位置开关方面的控制则使系统拥有更好的电磁兼容性。为提高除尘的效能,并保障系统的运行稳定,裴荣雅在设计中采用法国的施耐德电气系列PLC,采用双机热备份,与 RIO远程输出输入控制方案配合来提高可靠性。主PLC通过扫描各用户逻辑,来操控远程输入输出,其中每一个控制器都采用了140CHS11000热备模块,能满足与主PLC的通信[2]。
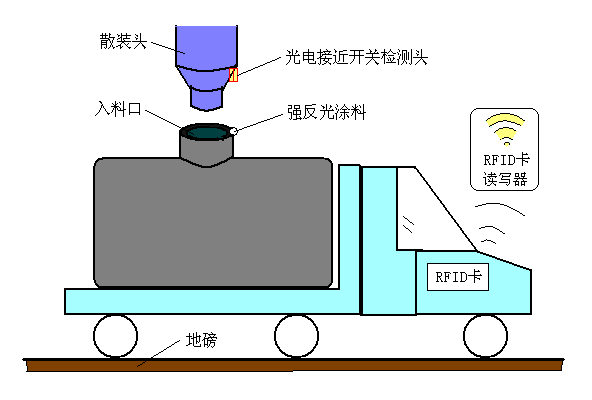
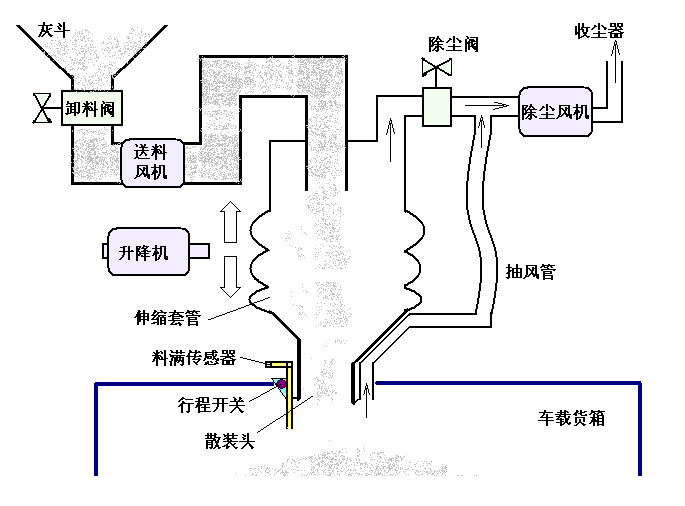
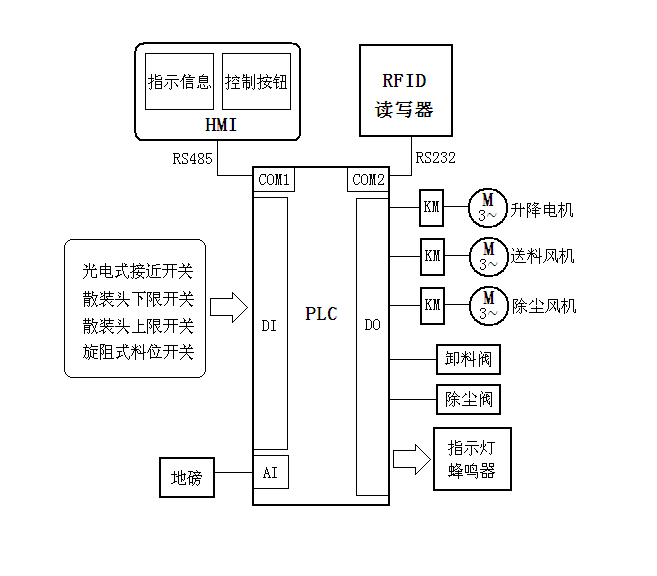
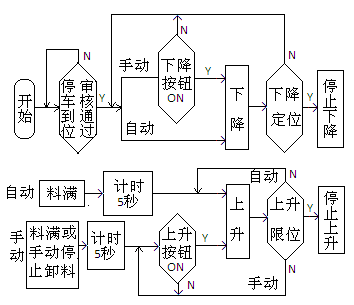
相关图片展示: