选择性激光熔化制备多层钛合金零件制备过程的有限元模拟毕业论文
2020-02-19 15:33:23
摘 要
选区激光熔化(Selective Laser Melting,SLM)技术是一种近几十年来新兴的快速成型技术,利用高能量激光束选择性逐层加工粉末原料直至零件成型,可以制造出高致密度,高精度的零件。相比传统的加工方法可以更为简便的生产形状复杂,性能优良的零件,目前已应用于很多领域,拥有广阔的发展前景。然而,SLM成型过程中温度梯度较大,TC4钛合金粉末材料成型相变过程复杂,零件易产生翘曲裂纹等缺陷。因此,了解SLM成型机理,研究其成型过程中的温度场状况,对于改进SLM工艺参数,改善成型件质量,指导实际生产具有重要意义。
本文使用ANSYS有限元模拟软件,以TC4钛合金为原料,通过ANSYS程序化设计语言(APDL)对SLM成型过程的温度场进行了数值模拟。以过大温度梯度导致缺陷产生为出发点,研究各工艺参数对产生较大温度梯度的影响,并提出改进方法。
本次模拟所得主要结论如下:
(1)使用ANSYS软件时,采用装配法设计程序化设计语言,使模拟结果的正确性有了很大改进。
(2)在SLM成型过程中,控制激光输出功率,适当减少扫描速率,避免转角处角度过大将有效避免工件温度梯度过大现象,从而减少零件缺陷,对指导实际生产有重要意义。
关键词:选择性激光熔覆;有限元分析;温度场
Abstract
Selective Laser Melting (SLM) technology is an emerging rapid prototyping technology in recent decades. It uses high-energy laser beams to selectively process powder raw materials layer by layer until parts are molded, which can produce high density and high precision. Components. Compared with the traditional processing methods, it is easier to produce parts with complex shapes and excellent performance, which have been applied in many fields and have broad development prospects. However, the temperature gradient in the SLM molding process is large, and the phase transformation process of the TC4 titanium alloy powder material is complicated, and the parts are prone to warp cracks and the like. Therefore, understanding the SLM forming mechanism and studying the temperature field conditions during the molding process is of great significance for improving the SLM process parameters, improving the quality of the molded parts, and guiding the actual production.
In this paper, ANSYS finite element simulation software was used to simulate the temperature field of SLM molding process by using ANSYS programming design language (APDL) with TC4 titanium alloy as raw material. Taking the occurrence of defects caused by excessive temperature gradient as the starting point, the effects of various process parameters on the generation of large temperature gradients were studied, and an improved method was proposed.
The main conclusions of this simulation are as follows:
(1) When using ANSYS software, the programming design language is designed by the assembly method, which greatly improves the correctness of the simulation results.
(2) In the SLM molding process, controlling the laser output power, appropriately reducing the scanning rate, and avoiding the angle at the corner will effectively avoid the excessive temperature gradient of the workpiece, thereby reducing the defects of the parts, which is of great significance for guiding actual production.
Keywords: Selective Laser Melting; Finite Element Analysis; temperature field
目录
第一章 绪论 1
1.1引言 1
1.2 选择性激光熔化技术概论 2
1.2.1 选择性激光熔化技术背景 2
1.2.2 选择性激光熔化技术原理及特点 3
1.3 TC4钛合金 5
1.3.1 TC4钛合金背景 5
1.3.2 TC4钛合金的SLM成型 5
1.4 有限元分析 6
1.4.1 有限元分析方法原理 7
1.4.2 SLM过程的温度场有限元模拟研究 7
1.4.3 ANSYS有限元模拟软件 8
1.5研究意义 8
1.6研究影响 9
第二章 SLM成型过程有限元分析方法 10
2.1 材料属性 10
2.2 SLM过程中的传热 11
2.3 边界条件 12
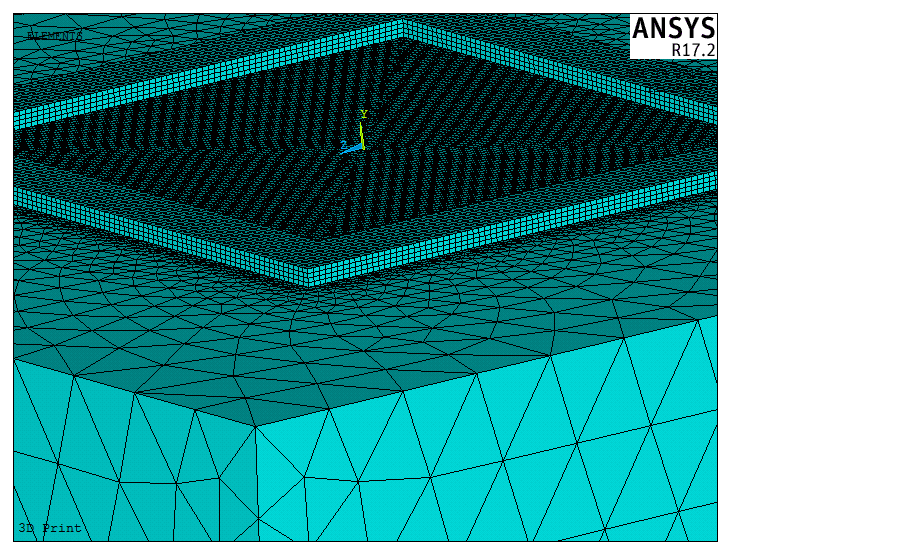
2.4 模型的建立 13
2.5本章小结 14
第三章 SLM温度场模拟分析 15
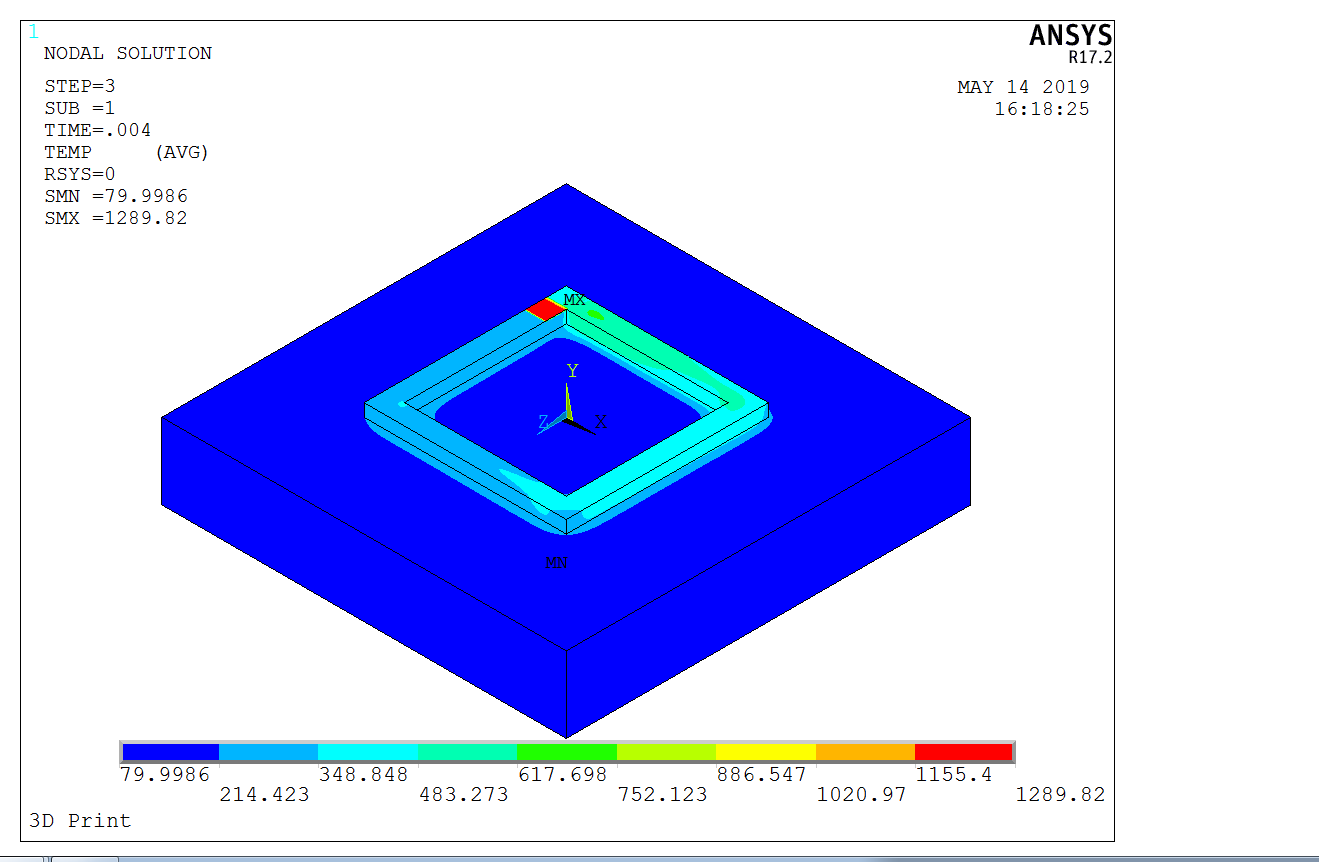
3.1 温度场形态模拟分析 15
3.2 APDL装配法与非装配法模拟结果分析 16
3.3 从温度场分析工件缺陷产生原因 23
第四章 结论与展望 28
4.1本文主要研究成果 28
4.2 研究展望 28
参考文献 29
致谢 32
附录 33
第一章 绪论
1.1引言
钛合金是一种二十世纪发展起来的新兴合金,力学性能良好且具有高强度、低密度,抗腐蚀性能好,生物相容性好等特性。TC4钛合金是一种两相合金,由于其良好的综合特性,被广泛应用于工业、航天、医学、建筑用才以及生活器材等领域。
近年来,由于各个领域对 TC4 合金质量提出了更高的要求,促进了 TC4 合金的研发, 采用传统制备技术对 TC4 合金进行加工,存在收得率低、制造周期长、成本高等不足,而激光增材制造技术弥补了这些缺点[1]。相对于传统“减材制造”的方法,3D打印技术结合计算机软件、材料、机械等多领域的系统性、综合性特点,使用粉末金属或线材塑料等可黏合材料,利用具有高能量的激光热源,逐层加工并逐层叠加最终成为一个实体零件,可快速简便打印出形状复杂的零件[2-4]。3D打印技术凭借着简便快速的优点,成为“第三次工业革命”的重要标志[22]。选择性激光熔化技术(Selective Laser Melting简称SLM)是3D打印技术的一个主要发展方向,可以通过设置参数实现复杂加工成型过程的调控,从而生产出综合性能好,表面质量好,尺寸精度高的零件,且操作简便,节约原材料。随着科技的快速发展,SLM技术在生物、医疗、建筑、电子、航天等领域都得到了广泛的应用[5-6]。
选择性激光熔化技术制备Ti-6Al-4V钛合金已经较为成熟。然而,SLM过程中金属在很短的时间内经历了固-液-固的相变过程,导致成型过程中温度场分布不均匀,温度梯度大,易产生较大的残余应力致使工件翘曲开裂等缺陷,且目前对SLM温度场的分析研究主要在单层块体的零件成型规律,模拟模型层数较少,对实际生产多层加工带来的多次热循环不能全面反映。本实验将利用有限元软件对选择性激光熔覆成型多层零件的成型过程进行数值模拟,揭示其温度场的分布规律,对于工艺参数进行预测性的指导,来减少缺陷的产生和降低试错成本。
1.2 选择性激光熔化技术概论
1.2.1 选择性激光熔化技术背景
3D 打印技术又被称为“增材制造技术”、“快速成型技术”和“实体自由制造”等,其思想最早出现在美国,自20 世纪 80 年代以后逐渐的到应用和发展,距今已有 30 多年的历史[7,8,12]。相对传统“减材制造”技术,3D 打印采用增材制造的方法,即利用计算机,操纵机器逐层加工并最终累加成一个完整零件的方法,得到立体实物[9-13]。3D 打印成型迅速,操作简便,节约生产原料,且生产出的零件致密度高,表面质量好,目前在诸如航空航天、医疗、电子等很多领域都得到了广泛的应用[14-15]。目前可应用于 3D 打印的生产原料主要有高分子材料(树脂、塑料、橡胶等)、金属材料(铝合金、钛合金、不锈钢等)和非金属材料(陶瓷、石膏、纸张等),高分子材料和非金属材料 3D 打印技术出现较早相对的研究较深,技术较成熟[12,16]。相比之下金属材料的 3D 打印技术则具备更高的发展潜力,由于金属及其合金在重工业等重要领域中占据无法比拟的地位,在未来制造业中,金属材料 3D 打印技术势必将会逐渐占据快速成型制造领域更高的地位[17]。
金属3D打印技术分为熔覆打印成型技术和选择性打印成型技术,选择性打印成型又主要有选择性激光烧结技术(Selective Laser Sintering简称SLS)、选择性激光熔化(Selective Laser Melting,SLM)、电子束选择性熔化(Electron Beam selective Melting 简称EBSM)、三维打印(3D printing 简称3DP)等方法[18]。1986 年,美国德克萨斯大学奥斯汀分校的C.R. Deckard 率先提出选择性激光烧结技术。该技术能够广泛适用于金属、塑料、陶瓷等材质零件的生产,在生产过程中由于受热影响较少,因此零件的变形量较小、尺寸精度高,解决了传统方法生产小批量,形状复杂零件的局限性问题。然而SLS技术也有自己的局限性,当用SLS技术加工金属零件时,低熔点金属粉末熔化,高熔点材料不熔化从而导致粘接成型,零件整体的力学性能较差。于是在SLS技术的基础上诞生了选择性激光熔化技术。
选择性激光熔化技术集聚了SLS技术的优点,逐层熔化金属粉末并在惰性气体的保护中冷却成型,从而阻止金属在高温状态下的反应,避免了杂质的产生,提高了SLM技术制件的力学性能和致密度。运用该技术可更简便的生产出型腔复杂,有更多非加工面的零件,同时保证了零件的尺寸精度、致密度和表面质量。且采用增材制造的方法,减少了材料的浪费,成型后只需简单后期处理,减少了加工时间,从而促进市场的运转,有着良好的市场效益[19]。SLM方法的出现给复杂零件的制造带来了一场技术的变革,是快速成型制造技术中集聚发展潜力的一支。
目前,选择性激光熔化技术已经在诸如工业,国防,医疗等领域成功应用,并取得了一些成果。SLM技术是增材制造技术未来发展的重要一部分,广受国内外科研人员以及制造业的关注。当前,国外对SLM 技术设备及工艺的研究集中在德国、法国、英国、美国、日本和新加坡等国家。其中德国在SLM的相关领域具有明显的优势,德国起步较早,如德国的MCP-HEK公司研制出世界第一台SLM设备SLM-50,除此之外德国SLM Solutions公司、 EOS 公司和FIT production等很多公司也一直从事于SLM 设备的开发,并取得一些成就。与此同时英法美等国家也投入大量的资金用于SLM技术工艺设备的研发,如美国的通用电气以及Caterpillar公司都具备相对成熟的SLM技术设备能力。相比之下,我国的SLM技术设备研究时间虽然也较长,但起步较晚,发展较缓慢,还有一定的差距。目前的研发力量主要集中在一些高校和科技公司,如北京航空航天大学、华南理工大学、西北工业大学等[20]。
1.2.2 选择性激光熔化技术原理及特点
选择性激光熔化是一种通过激光器直接对金属粉末进行热作用,使金属粉末完全融化再冷却成型的技术。首先对实体的三维模型切片分层,根据各层的轮廓数据生成激光扫描路径,再控制激光束沿着生成的扫描路径逐层进行粉末原料的选区熔化冷却再成型,期间成型腔与粉末腔不断调整自己的高度,从而实现层层加工直到整个零件完成,整个制备过程需在真空环境下进行[21]。具体步骤如下:
(1)在成型操作之前需要加载CAD数据并由如Magics之类软件处理成STL文件,为所有悬垂特征结构提供支撑,并生成用于激光扫描的各层切片数据。
(2)调整基板使其保持水平并固定在成型腔内,抽取腔内的空气以达到真空水平。
(3)打印首先在工作腔中的基板上铺设一层金属粉末层,在粉末铺设之后,使用高能量高密度激光根据计算机处理的数据扫描熔化所选区域。
(4)激光扫描完成后,下沉基板所在的平台,通过刮板将下一层粉末铺设在顶部,激光扫描新层。然后对连续的粉末层重复该过程,直到完成所需的零件。
(5)激光扫描过程完成后,未参与成型的粉末从建筑物室中移除,成型件可以手动或通过线切割(EDM)与基板分离。
成型过程中可以通过调整工艺参数,如激光功率、扫描速度、扫描间距和层厚,使粉末完全熔化与相邻的已熔化成型金属冶金结合在一起。目前整个过程除了从构建平台准备和移除制造的成型件,其他的已经实现了自动化。
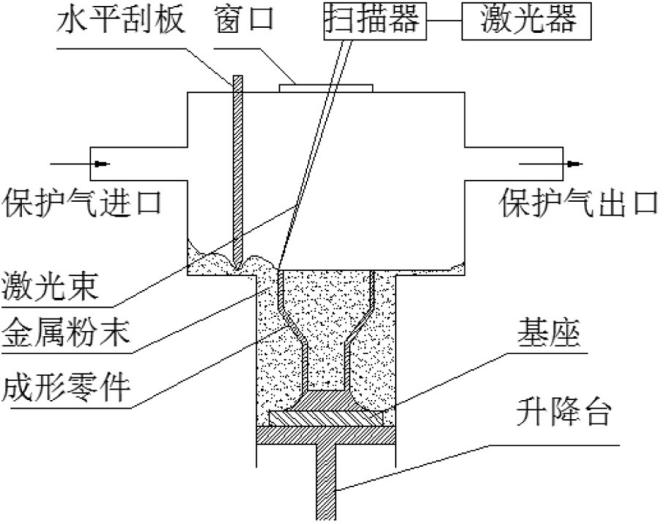 图1 SLM工艺原理图
图1 SLM工艺原理图
采用选择性激光熔化技术生产零件时不需要特殊的模具和夹具,操作简单,同时可生产难以加的工具有复杂型腔的高温合金,生产出的零件力学性能优良,尺寸精度高,表面质量好,减少原材料的浪费[19,22]。SLM 技术生产的金属零件的主要特点如下[23-25]:
(1)改变传统减材加工模式,直接加工成所需的金属零件,而只需要简单的加工后处理操作;
(2)适用于各种复杂形状零件的生产,如具有较多曲面的人造骨头等;
(3)金属原料粉末粒径细小,并采用光斑很小的激光束熔化粉末,形成的制件致密度高,精度高、粗糙度低;
(4)由于较高的冷却速度,产生细化晶粒的效果,使制件显微组织中的晶粒细小且分布均匀;
(5)成型过程中所使用的激光光束直径小,因此无需很大的激光光率即可熔化粉末原料,达到SLM技术要求。因此使用SLM技术可较轻松地生产钛、镍基等高温合金零件,从而解决了一系列航空航天,医学上复杂形状高温材料难以加工成型的难题。
1.3 TC4钛合金
1.3.1 TC4钛合金背景
金属钛是一种十九世纪中叶才登上世界工业舞台的年轻金属,质轻、强度高且耐高温、耐腐蚀并具有超导、形状记忆、高阻抗、生物相容性等特殊功能,有着重要的应用价值和发展潜力。凭借着其独特而优良的性能,钛又有“海洋金属”、“未来金属”、“智能金属”等美誉,是继铁铝之后一种正在快速崛起的“第三金属”、“二十一世纪金属”[26-28]。
1954 年美国首先研制出一种实用型钛合金TC4(Ti-6Al-4V)。TC4是一种热处理强化钛合金,具有α β两相,钛基中加入6%的Al元素可以使α得到强化起到稳定相区的效果,加入4%的V则可以稳定β相使其保持到室温。因此TC4钛合金能够在300℃到350℃的环境中工作,并保持两相的特征,既能充当高温合金也能用作结构合金[29]。TC4 凭借着其优良的综合性能,成为钛合金中的王牌合金[30]。
TC4合金有其不可比拟的优点,然而随着工作要求的不断升高,TC4合金也暴露出很多弊端,比如硬度高、塑性低、导热性较差、弹性模量低、冷加工性能较差,同时制备工艺复杂。TC4零部件的加工成型,导热性差会导致材料的局部温度过高从而加剧材料与氮氢氧之间的反应,低弹性模量使材料难以加工成型,损坏刀具,同时对于一些加工精度很高的零件来说,铣削过程中容易发生变形,很难达到零件所需的精度和要求。钛合金机械加工工艺繁多,比如铣削、磨削、钻削、车削等等。又由于TC4合金自身缺点,对切削液、刀具材料提出更高的要求,并且还要高度重视加工工艺参数和刀具几何参数等等。因此,采用传统方法生产TC4零件会存在很多麻烦。增材制造钛合金技术以其简单便捷的特点突破了传统制造方法的局限,选择性激光熔化技术制备TC4钛合金正逐渐走向成熟。
1.3.2 TC4钛合金的SLM成型
TC4钛合金是最早采用选择性激光熔化技术进行工业生产的一种合金,已广泛应用于医疗,国防,航空航天,体育建材等领域,但是SLM成型过程稳定性不足,容易产生金属元素损失,表面粗糙度,孔洞和熔合缝隙,开裂和分层等缺陷。目前在这方面的研究主要集中在裂纹行为、抗疲劳性能与组织微观结构之间的关系。
传统轧制态的TC4合金微观组织由片状α β相及等轴α相组成,而采用选择性激光熔化技术制备的 TC4 合金则主要由大量细小针状 α'马氏体和少量初始 β 柱状晶组成。在制备过程中,由于凝固区与未凝固区温度梯度大,冷却速度快,β相来不及转变到α相,从而形成了细小的针状马氏体组织[31],也正是由于大量细小针状 α'马氏体的存在,导致其耐蚀性不如传统轧制态合金[32]。另外TC4合金SLM成型过程中,激光熔化金属粉末产生高温度梯度导致制备的零件内留有残余应力,作用在强度较低的网篮状马氏体组织上,产生具有穿晶断裂特征的冷裂纹[33]。制件内部存在的未熔粉末及微孔等内部缺陷则极易成为产生裂纹的摇篮,导致构件失效,影响构件的使用寿命。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
您可能感兴趣的文章
- 改善锂离子电池中硅基负极存储性能的策略研究外文翻译资料
- 通过添加压电材料BaTiO3提高大功率锂离子电池的微米级SiO @ C/CNTs负极的电化学性能外文翻译资料
- Pd和GDC共浸渍的LSCM阴极在固体氧化物电解池高温电解CO2中的应用外文翻译资料
- 利用同步回旋加速器粉末衍射的方法来研究在有其他物相的情况下C4AF的水化作用外文翻译资料
- 外国循环流化床锅炉发展现状外文翻译资料
- 含石蜡基复合材料的多壁碳纳米管的热性能外文翻译资料
- 矸石电厂炉渣机制砂的应用研究外文翻译资料
- 机动车螺旋弹簧的失效分析外文翻译资料
- 从废阴极射线管和锗尾矿制备高强度玻璃泡沫陶瓷外文翻译资料
- 作为导热液体的液态金属在太阳能储热中的应用外文翻译资料



