新能源汽车车身异种铝合金连接工艺基础研究毕业论文
2020-02-13 22:33:54
Abstract
The car body lightweight is a key area for achieving lightweight vehicles, and the material weight is significantly higher than the structural lightweight. However, the large-scale use of lightweight high-strength material aluminum alloys has brought great challenges to the existing body connection process while reaching the weight reduction of the vehicle body. Therefore, it is urgent to develop and master a new connection process between dissimilar aluminum alloy materials, which can provide strong support to design and manufacture a lightweight body.
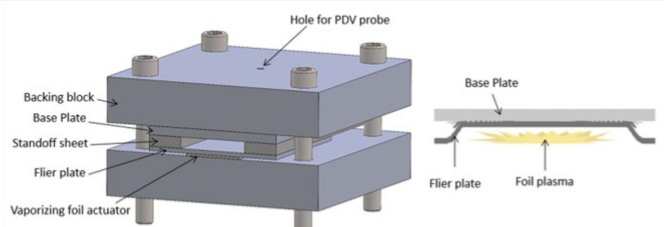
Vaporizing foil actuator welding is a new welding method recently proposed for joining dissimilar metals. It can make dissimilar metals form a wavy bond zone at the joint interface.
In this paper, using experimentally researching the dissimilar aluminum alloy material of the vehicle body by the method of Vaporizing foil actuator welding, the connection process parameters (discharge parameters), workpiece structure size (target pre-deformation pit size, thickness of flyer plate and target) are how to influence the aluminum/aluminum joint connection performance. The 3000 series and 5000 series and 6000 series aluminum alloys which widely used in automobile bopits were selected as research carriers, and the Gleeble thermal simulator was used for pre-deformation to change the process parameters for experiments.
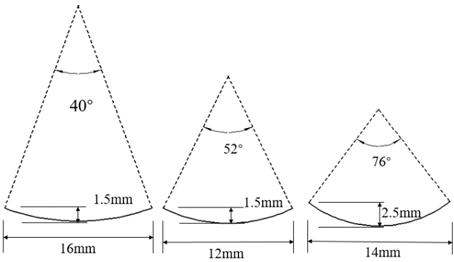
The study of the ability to welding was carried out, in which the welding of 3003-5052 aluminum alloy was easier than the connection of 3003-6061 aluminum alloy. Through the tensile test, the test measured and analyzed the tensile properties of the workpiece under different forming- Vaporizing foil actuator welding connection process parameters. Revealing the relationship between impact forming-joining process parameters and joint properties. The result is that when the target preform pre-deformation pit size is appropriate (diameter 16mm and 14mm), discharge voltage is 5KV, 6KV, 6.5KV, the connection can be effective. Generally, the larger the discharge energy, the higher the connection strength of the obtained connector, but the tensile strength decreases after the discharge energy exceeds a certain value, and the connection strength decreases. After the discharge energy is matched with the pre-deformation size, a better combination of the connection process parameters can be obtained. When the discharge energy is high, the target pre-formed pit with a 16 mm diameter connect well. Because the 14 mm diameter pit is deeper, the connection is better when the discharge energy is not too high, and the connection effect is better than 16mm. When the thickness of the welded metal plate is larger, the connection strength is higher and the connection performance is better.
The microscopic morphology of the material interface was observed with an optical microscope, and its relationship with the connection properties was analyzed. The micro-morphology of the joint interface is characterized that the combination of the metal near the welding edge and the central region is flat and there are few cracks and voids. There is no obvious melting phenomenon in the interface of this region. The interface wave appears in the middle part, and the they are range from nearly flat to obvious wavy then become small wavy and become smoother, and the connection performance of the regular interface wave is better. The results of chemical corrosion of the joint interface indicate that The metal at the welding interface recrystallizes and the grains are refined and elongated. The micro-hardness of the interface shows that the microhardness of the edge of the pre-formed area of the joint interface is lower than that of the weld near the center. The hardness of the metal is higher when itrsquo;s more close to the joint interface, it means that the hardness of the metal at the interface is higher than the base metal.
Key Words: Automotive lightweight, dissimilar aluminum alloy, Vaporizing foil actuator welding, connection performance, microscopic morphology
Catalogue
Abstract I
Catalogue III
Chapter 1 Introduction 1
1.1 Research background and significance of the subject 1
1.1.1 Research background 1
1.1.2 Research purposes and significance 2
1.2 Overview of research on dissimilar metal joining process 2
1.2.1 Mechanical connection and bonding 2
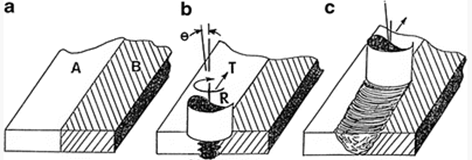
1.2.2 Friction stir welding 4
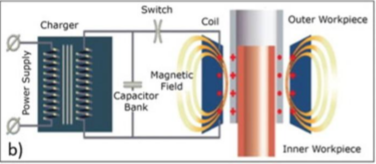
1.2.3 Magnetic pulse welding 6
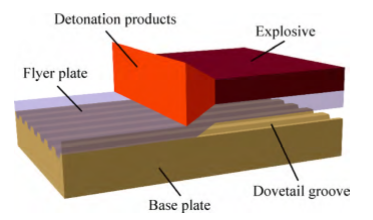
1.2.4 Explosive welding 8
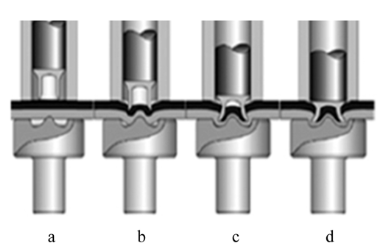
1.2.5 Vaporizing foil actuator welding 10
1.3 The basic content, objectives of study, technical solutions and measures adopted 12
1.3.1 Main research content 12
1.3.2 Research objectives 12
1.3.3 Research methods and technical solutions 13
Chapter 2 Overview of vaporizing foil actuator welding 14
2.1 Basic theory of vaporizing foil actuator welding 14
2.1.1 Welding principle 14
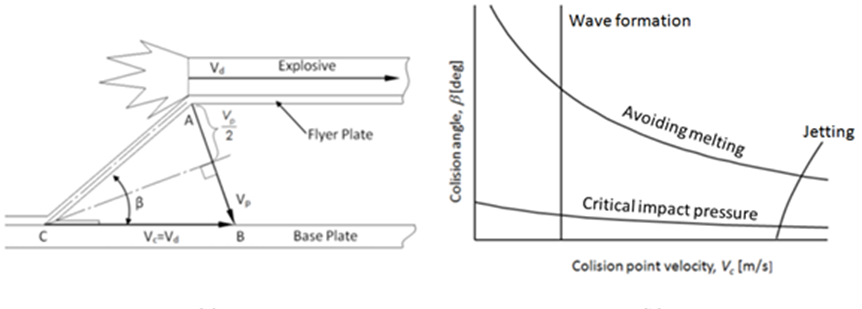
2.1.2 Introduction to weldable window 14
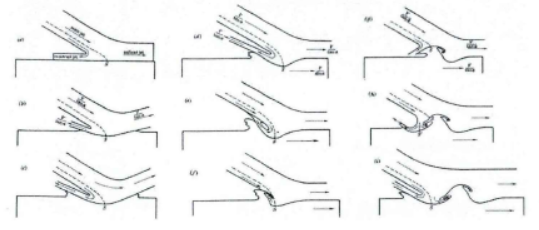
2.1.3 Interface wave formation mechanism 17
2.2 Numerical simulation method 20
2.2.1 Finite element method and meshless method 20
2.2.2 SPH method 21
2.2.2.1 SPH method theory 21
2.2.2.2 Metal fluid elastoplastic equation and constitutive relation 22
2.3 Overview of research and development 23
2.3.1 Overview of welding mechanism research 23
2.3.2 Overview of research on welding process parameters 24
2.3.3 Overview of welding joint interface research 25
2.3.4 Overview of Numerical Simulation Research 26
Chapter 3 Experimental Study on vaporizing foil actuator welding 27
3.1 Introduction 27
3.2 Vaporizing foil actuator welding experimental conditions 27
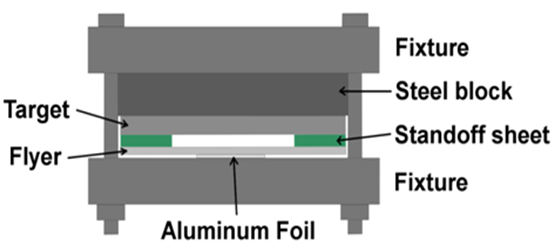
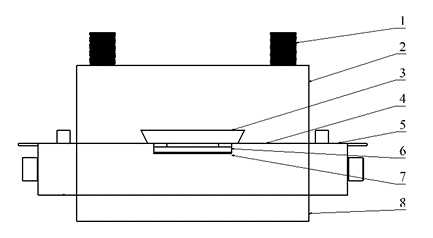
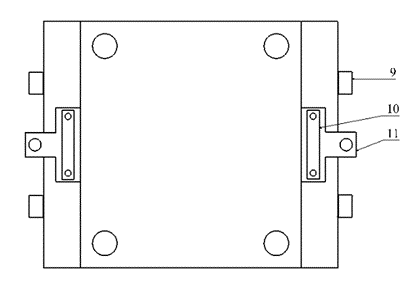
3.2.1 Experimental equipment, tooling and mold 27
3.2.2 Experimental materials 29
3.2.3 Experimental methods and processes 30
3.3 Experimental research on vaporizing foil actuator welding 31
3.3.1 Weldability research 31
3.3.2 Effect of discharge voltage on connection performance 33
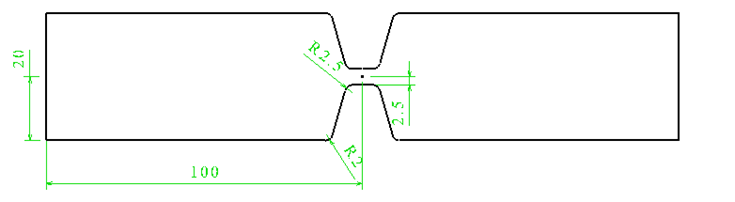
3.3.2.1 Tensile test 33
3.3.2.2 tensile fracture morphology 37
3.3.3 Influence of the size of the pre-formed target pit on connection performance 39
3.3.3.1 Tensile test 39
3.3.3.2 Tensile fracture morphology 41
3.3.4 Influence of the thickness of the flyer plate target on the welding effect 42
3.3.4.1 Tensile test 42
3.3.4.2 Tensile fracture morphology 44
3.3.5 Analysis of mechanical properties of joints 45
3.4 Summary of this chapter 47
Chapter 4 Study on Mechanism of Vaporizing Foil Actuator Welding 48
4.1 Introduction 48
4.2 Metallographic sample acquisition and preparation 48
4.3 Microscopic analysis of the connection interface 49
4.3.1 Analysis of Microscopic Morphology of the Connection Interface 49
4.3.2 Microstructure analysis of the connection interface 56
4.3.3 Micro-hardness analysis of the connection interface 57
4.4 Study on Mechanism of vaporizing foil actuator welding 60
4.5 Summary of this chapter 60
Chapter 5 Conclusion 62
5.1 Full text summary 62
5.2 Research Prospect 63
Acknowledge 65
References 67
Chapter 1 Introduction
1.1 Research background and significance of the subject
1.1.1 Research background
In recent years, the trend of resource shortages and environmental degradation in the world has become more and more serious and has become a global problem. The automobile industry, as a pillar industry of manufacturing, currently imposes a huge burden on the low-carbon economy, energy and environment, and the automotive industry is facing unprecedented pressure of energy conservation and emission reduction. It is urgently needed to find solutions to reduce vehicle fuel consumption and reduce emissions, and promote sustainable development. Under this general trend of the environment, vehicle lightweight has become a viable important tool to reduce crude oil consumption and exhaust emissions, which has attracted extensive attention from all over the world and has become a research hotspot in the automotive field. There are two main methods for achieving car lightweight: lightweight structure and lightweight materials.[1] Lightweight structure is generally using the CAE optimization design method to thinen, hollow, miniaturize or integrate the body parts structure.[2] At present, the overall steel body structure optimization can achieve up to 7% weight loss. Basically, the weight reduction limit is reached, and the lightweight high-strength aluminum alloy is used instead of the steel body to reduce the weight by as much as 30% to 50%. Therefore, it can be considered that the material weight reduction effect is significantly higher than the structural weight reduction.[3]
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
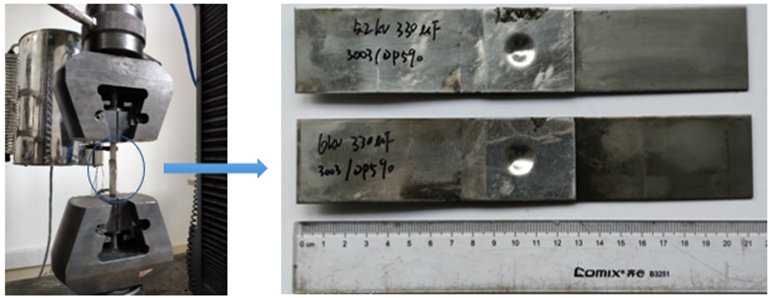
相关图片展示: