货架式仓储控制系统设计毕业论文
2020-04-12 08:59:49
摘 要
Abstract II
第1章 绪论 1
1.1 课题研究背景和意义: 1
1.2 国内外研究现状 1
1.3 本文的主要研究内容 2
1.4 本文研究的基本方法 2
第2章 货架式仓储控制系统工艺流程与分析 3
2.1 货架式仓储控制系统工艺流程简述 3
第3章 货架式仓储控制系统总体设计 6
3.1 货架式仓储控制系统的组成 6
3.1.1 货架 6
3.1.2 堆垛机 7
3.1.3 堆垛机的操作模式 9
3.1.4 传感器 9
3.1.5 限位开关 9
3.1.6 可编程逻辑控制器 10
第4章 货架式仓储控制系统的选型 12
4.1 PLC的选择 12
4.2 HMI的选择 13
4.3 变频器的选择 14
4.4 电机的选择 15
第5章 系统控制软件设计 16
5.1 PLC梯形图概述 16
5.2 台达WPLSoft编程软件的设计和实现 16
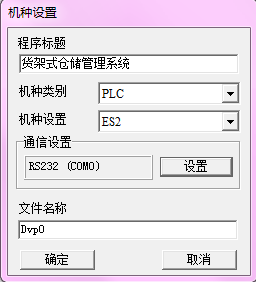
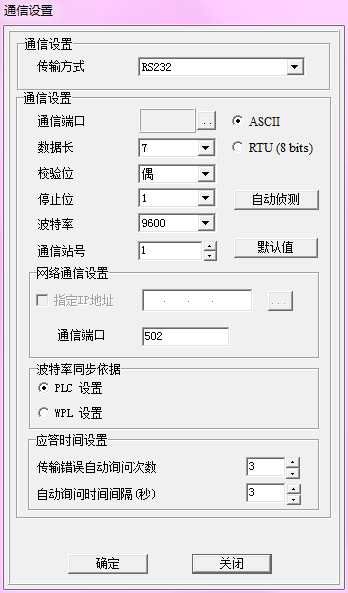
5.2.1 WPLSoft的初始设置 16
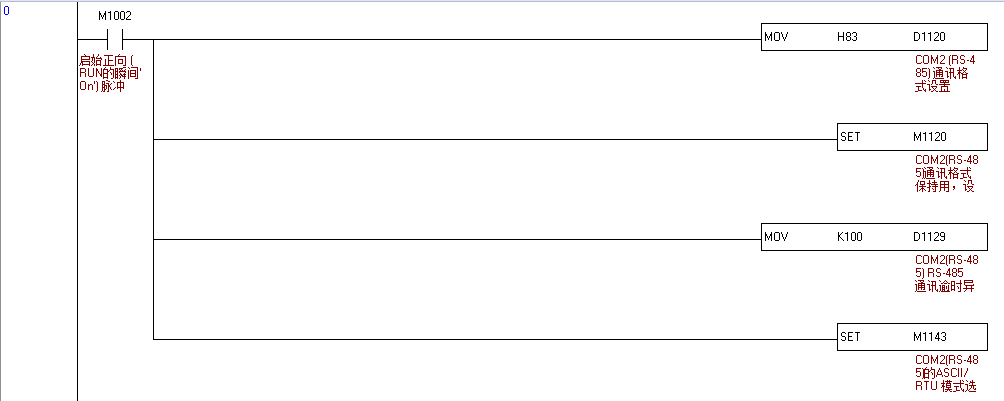
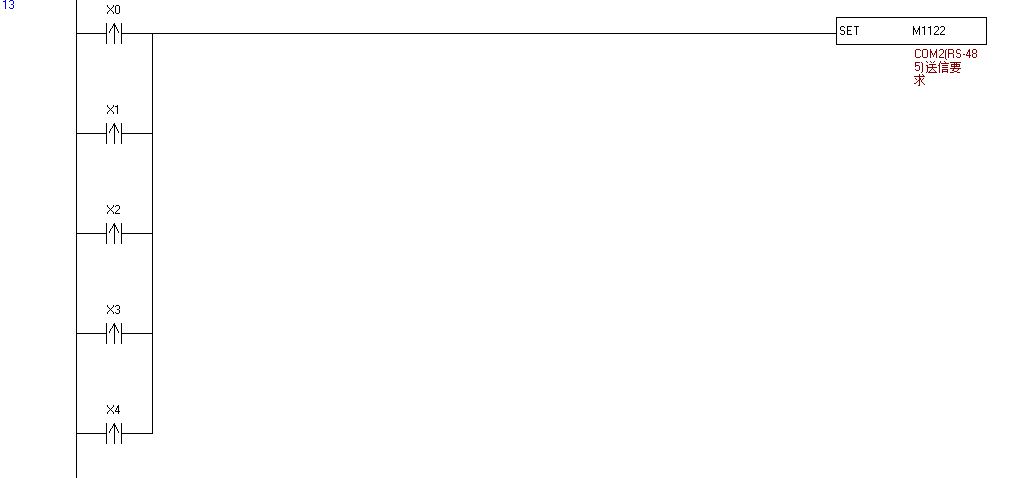
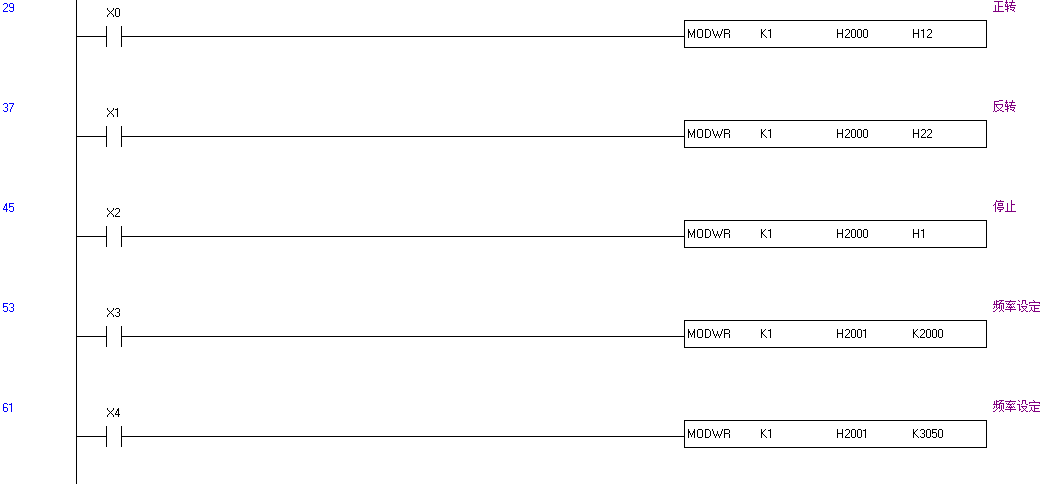
5.2.2 变频器的设置 18
5.2.3 步进梯形图 20
5.2.4 货物出库作业 21
5.2.5 货物入库作业 23
5.3 HMI的设计 25
第6章 系统仿真 28
总结与展望 31
参考文献 32
附 录 33
致谢 38
摘 要
货架式仓储系统是由货架、巷道、巷道堆垛机、PLC、HMI、电机、限位开关等组成的一个自动化控制系统,货架式仓储控制广泛应用在现代工业仓库中,它具有高库存利用率、成本低、损耗低等特点,货架式仓储系统随着时代的发展也在不断发展与改进。
本文设计的货架式仓储系统为一个三层三列式货架,共有9个货物格,采用巷道堆垛机在水平方向上前后运动、载物台在垂直方向上升降运动、货叉伸缩运动来对货物进行定位与存取,而巷道堆垛机每一步动作都靠多个列到位、层到位、伸缩到位等限位开关进行切换,而且堆垛机每次完成取货或者存货的动作后都需要回到初始位置,这样才能保证下一次出入库作业的正常运行。
本文的货架式仓储控制系统使用台达PLC编程软件WPLSoft编写了梯形图程序,程序整体采用了步进指令,使程序能更为直观的表现每一步动作逻辑上的关系。使用台达的DOPSoft对HMI人机界面进行设计,绘制启动、停止、货格、存货、取货输入输出窗口。同时根据该系统PLC的输入输出点的数量对PLC以及HMI进行了选型。最后使用WPLSoft编程软件进行线上的仿真调试。
关键词:货架;仓储;堆垛机;PLC;步进;HMI
Abstract
Shelf type storage system is an automatic control system composed of shelves, laneway, tunnel stacker, PLC, HMI, motor and limit switch. The shelf type storage control is widely used in modern industrial warehouse. It has high reason rate, low cost, low loss and low loss, and shelf type storage system with the times. Development is also developing and improving.
The shelf type storage system designed in this paper is a three layer three row shelf, with a total of 9 cargo lattices. It uses the tunnel stacker in the horizontal direction, the lifting platform in the vertical direction, the lifting motion and the fork expansion movement to locate and access the goods. In order to ensure the normal operation of the next warehouse operation, the stacking machine needs to return to the initial position every time the loading or inventory is completed.
In this paper, the shelf type storage control system uses the delta PLC programming software WPLSoft to write the ladder diagram program. The program uses the step instruction to make the program more intuitive to show the logical relationship of each step. Using Delta's DOPSoft, we design the HMI human-machine interface, and draw up the boot, stop, cargo, stock and pick up input and output windows. At the same time, PLC and HMI are selected according to the number of input and output points of the system PLC. Finally, we use WPLSoft programming software to conduct online simulation debugging.
Key words: Goods shelves;Storage;Stacker;PLC;Stepping;HMI
第1章 绪论
1.1 课题研究背景和意义
货架顾名思义是摆放货物的载体,仓库中的货架有效的利用仓库垂直方向上的空间,使得仓库的库容率大幅度提高,因为货架这一优点,使得在不断发展的现代工业仓库中货架的使用屡见不鲜,并未在历史发展的潮流重中陨落,甚至在利用货架的仓储控制系统正在往更为先进、更为自动化、更为节省成本、更为节约人力的方面上不断发展与改进。货架能广为普遍的使用肯定有它的独到之处,货架具有强大的承载能力,能承载巨大重量的货物而不会因此改变形状,货架具有的结实的特点大大保证了货物的质量以及安全,使得人们人们大为放心。而且货架的结构能配合堆垛机等存取机械设备完成对货物的存取作业。
本文所讨论的货架式仓储控制系统,是现代工业仓库中普遍使用的一种全自动化的控制系统,该系统的核心是存取货物的载体,可以是堆垛机,也可以是自动导引小车(AVG)等机械设备。通过计算机控制堆垛机在仓库中运动到指定位置的货架货格去存取相应的货物,而且还能通过计算机去监控整个货物的存取过程,若发生故障能第一时间察觉并发现故障的原因。在这个商业发达的时代,如何让仓储更为高效、节约、智能已经是人们迫切想要去解决的问题。
1.2 国内外研究现状
上个世纪的70年代开始,我国就开始采用由巷道、货架、堆垛机为主要部分的货架式仓库,随着科学技术的飞速发展,自动化技术不断为人们所用,不久之后,我国的第一个自动化货架式仓库在北京汽车制造厂建成。随后,货架式仓库广为人们接受,各种各样的行业开始投入使用货架式仓库,并且技术从自动化慢慢的向智能化方向发展,而且现代的一些工业仓库中,已经出现了使用更为先进、更为方便的自动导引小车(AVG)对货物进行运输。以及存取。如今的仓储系统已经开始应用WMS系统、条形码、无线射频等技术。
相比国内,国外的仓储技术发展则更为快速、更为先进。早在十九世纪50年代,也就是第二次世界大战结束后不久,美国已经开始使用桥式堆垛机为核心的货架式仓库。虽然那时都是靠人工进行操控的,但是仅仅10年不多后,美国就已经研发出了使用计算机控制的货架式仓库,节省了很多的人力,货物的存取与故障的监控均由计算机进行控制和监控。日本也不甘示弱,在十九世纪60年代,拥有的自动化货架式仓库已经在全世界众多国家中名列前茅。
1.3 本文的主要研究内容
1.了解货架式仓储工艺流程,设计一种基于PLC的货架式仓储控制系统,使该系统满足工艺控制要求;
2.查阅相关资料 ,提出合理的设计方案,进行系统方案的设计与论证;
3.完成系统配置 ,进行系统硬件选型 ,硬件电路设计;
4.完成系统软件设计(PLC程序设计,变频器参数设计,HMI设计);
5.进行系统调试及实验结果分析。
1.4 本文研究的基本方法
本次课题是货架式仓储控制系统的研究,设计一种利用PLC编程控制仓储控制的方案,根据实验室相关设备以及工艺流程的相关要求,对系统进行合理的选型。采用PLC 、变频器、HMI来完成相关设计。
首先设计整个仓储控制系统的基本框架以及动作的控制工艺流程,据此分配I/O口以及PLC的输入输出点,编制输入输出分配表以及输入输出端子的接线图。总结出需要用到的传感器和接触器或继电器。接着根据I/O表以及工艺流程的逻辑关系设计程序的梯形图,这是整个系统设计的核心工作。调整变频器的参数使其符合控制系统对电机的要求,根据梯形图的输入输出口进行HMI人机界面按钮的设计。最后让HMI与PLC进行通讯,对系统的进行调试仿真并记录实验结果。
第2章 货架式仓储控制系统工艺流程与分析
2.1 货架式仓储控制系统工艺流程简述
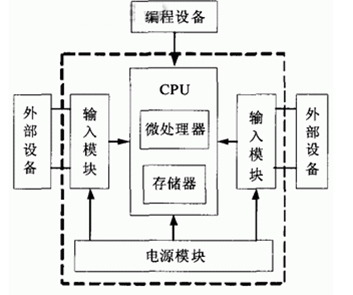
本文的货架式仓储控制系统由巷道、三层三列九仓位的货架、堆垛机、限位开关、电机、PLC以及HMI人机界面等组成,货架前方的巷道是堆垛机做水平方向前后运动的轨道,堆垛机是由能在垂直方向上做升降运动的载货台、通过伸缩对货物进行存取的货叉以及提供动力的电机等部件组成。货架式仓储控制系统整体结构图如2.1图所示。

以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: