基于STM32的锥度仪设计开题报告
2020-02-18 20:06:12
1. 研究目的与意义(文献综述)
| 锥度仪是应用倾角传感器测量数据,经系统处理后换算成圆锥的底面直径与锥体高度之比值或其他需要的数据并将其显示的仪器。结晶器是连铸机中最为核心的部分,结晶器内表面接触的是沸腾的钢水和熔融保护渣,并且内壁和铸坯之间存在滑动摩擦 ,表面工作温度约为250℃一400℃,外表面用水强制冷却。钢水在结晶器内冷却、凝固的过程是一个高温、高压、高摩擦的复杂过程。由于工作环境非常恶劣 ,所以要求结晶器不仅要有很高的机械强度 ,还要有很好的耐热和耐腐蚀性能。结晶器是连铸机中铸坯成型的设备,结晶器的好坏将直接影响铸坯的质量和连铸机的作业率。因此 ,对结晶器的检测 ,在生产中十分重要 ,高效、高精度的检测不仅能避免生产事故 ,还能有效提高生产效率以及铸坯的质量。 目前 ,市场上的结晶器锥度仪主要有以下三种 (1)机械式锥度仪:利用机械杠杆的原理,并加上百分表 ,在专用校准平台上调整好零位 ,百分表上显示的数值就是上下口的差值 ,这种测量方法完全可以克服现场振动信号及干扰信号的影响 ,还能克服温度对测量的影响,所以反应的数字是真实准确的。现在许多国外大公司有重新使用机械式锥度仪代替电子式锥度仪的趋势。 (2)电子式锥度仪:使用专用高精度倾角传感器作为测量原器件,用模拟电路处理测量数据 ,用液晶显示器显示测量数据。其特点是测量设置方便 ,显示直观 ,零点校准方便 ,但因电子元件受温度影响较大 ,零点容易漂移 ,现场干扰信号及振动信号对测量结果有一定的影响。 (3)微机式锥度仪:使用专用高精度倾角传感器或位移传感器作为测量原器件,用单片机及数据电路处理测量数据 ,用液晶显示器显示测量数据。其特点是测量设置方便 ,显示直观 ,零点校准方便 ,但现场振动对测量结果有影响。 通过对比我们发现 ,机械式锥度仪利用的是机械原理来测量,电子式锥度仪和微机式锥度仪则是通过高精度的传感器来实现测量 ,其差别主要是用模拟电路还是数字电路来处理数据。 钢液在结晶器内由传热而冷却、凝固,形成坯壳的过程是一个很复杂的结晶传热过程,板坯许多的表面缺陷和内部缺陷都起因于结晶器。因此可以说,连铸机结晶器是连铸设备的心脏,锥度测量与控制在连铸机结晶器调幅作业中起着重要作用。锥度的选用不仅与拉速有关,还与钢的含碳量有关。例如含碳量为0.36%的钢坯壳的凝固收缩率大于含碳量为0.13%的钢,所以浇铸高碳钢时应选用大一点的锥度。锥度太小容易产生离角纵裂;锥度太大会增加拉坯阻力和结晶器磨损。通常,在生产过程中,需用人工对结晶器的锥度进行调试和检测。因此,结晶器锥度的测量,对节省人力物力、提高铸坯质量和产量都将起到非常重要的作用。 |
2. 研究的基本内容与方案
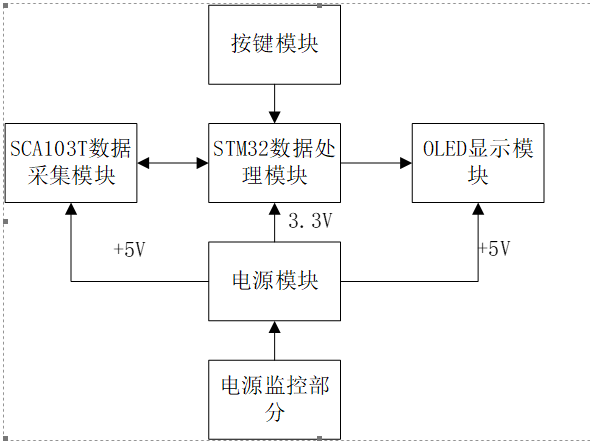
| 基本内容:结晶器是连铸机的的核心部件,其开口度及锥度的变化直接影响铸坯质量。锥度仪是利用倾角传感器测量数据经处理后转换成锥度而显示的测量仪表。学习STM32单片机的设计知识,研究SCA103T系列高精度单轴倾角传感器的工作原理,研究其带CPU内核的集成传感组件的结构及数据传输方法,设计一种锥度测量仪表完成对结晶器锥度的检测。完成仪表电气原理图和相关软件设计。 目标:设计一种锥度测量仪表完成对结晶器锥度的检测 拟采用的技术方案及措施: 本文设计的锥度测量仪表以STM32低功耗单片机为核心读取倾角传感器的数据,进行软件处理后由OLED实时显示。液体电介质随倾斜角度变化而使电容器容量发生变化,传感器SCA103A利用这一特性进行倾斜角度的高精度测量,并且提供SPI接口。STM32单片机使用模拟SPI方式与高精度倾角传感器SCA103T通信实现锥度仪数据的采集处理。系统包含SCA103T数据采集模块、STM32数据处理模块、按键模块、显示模块、电源模块和电源监控6个部分,如下图1所示。
图1 系统整体结构图 STM32数据处理模块是系统的核心部分,使用72MHz的主时钟频率处理外围模块发送的数据并驱动OLED显示测量结果。由于STM32单片机内部资源丰富,减少了系统外部器件的使用,电路设计简单,且又可以在线调试,使系统设计、开发工作方便了很多,大大缩短系统实现的时间。 SCA103T数据采集模块是系统的主要组成部分,它接收STM32的控制信号并将采集到的数据发送给单片机处理。SCA103T传感器提供了两种数据传输方法。一种方法是SCA103T的两个模拟输出经差动运算放大器送入AD转换器,微处理器读AD转换结果得到倾角检测结果;另一种方法是微处理器通过SPI接口直接读取SCA103T系列内AD转换器转换结果。由于SPI接口方式具有节省硬件开销、接口少、编程简便等优点,本文设计的锥度仪系统采用了第二种方法。 系统显示部分采用OLED显示器,主要考虑锥度仪的便携性,体积不宜过大又要便于观看数据。 按键模块主要实现对系统显示界面的操作及系统复位等功能。 电源方面,不仅设计了稳定的电源模块还加入电源监控模块,通过STM32内部AD转换端口输入单片机控制并显示电源电压,使系统功耗更低,更稳定。 由于锥度仪要在土木建筑等方面被使用,但不同的地理位置或环境中重力加速度不同,系统测量的水平基准值会发生一定变化,所以系统中加入自动校验功能,可将SCA103T数据采集模块放到水平卡尺上,自动将水平参数记录到STM32 Flash中,其锥度仪以此作为基准进行换算,使其可以在任意地点应用,并得到准确的倾角值。 |
3. 研究计划与安排
| 第1周查阅设计题目的相关资料; 第2周撰写开题报告; 第3周翻译英文资料; 第4-5周了解倾角传感器测量原理分析各传感器件的优劣和使用环境、条件,学习SCA103T系列高精度单轴倾角传感器的工作原理,研究其带CPU内核的集成传感组件的结构及数据传输方法; 第6-7周了解采用STM32单片机基本原理及系统设计的基本方法;熟悉单片机的开发环境; 第8-9周完成以STM32单片机为控制核心,选取SCA103T系列高精度单轴倾角传感器作为测量器件,完成硬件电路; 第10周利用单片机程序设计语言进行锥度仪软件程序设计; 第11周撰写毕业论文初稿; 第12周完成毕业论文撰写; 第13周修改论文并交与指导老师验审阅; 第14周提交毕业论文,准备与答辩有关的资料,完成答辩PPT的制作; 第15周参加毕业答辩。 |
4. 参考文献(12篇以上)
| [1] 游海涛等. 基于MSP430锥度仪系统的设计[J]. 湖北工业大学学报 [2]冯璐南. 接触式板坯连铸机结晶测量仪方案设计[D]. 京理工大学硕士学位论文 [3]李建超等. 方圆坯连铸结晶器锥度的测量及分析[J]. 重型机械 2010.5 [4]刘火量. STM32库开发实战指南. 机械工业出版社 [5]张洋等. 原子叫你玩STM32. 北京航空航天大学出版社 [6J 施云贵.基于 SCA103T 实现的高精度倾角检测系统设 计[J].吉林化工学院学报 [7J 徐爱钧.智能化测量控制仪表原理与设计 [M]. 北京: 航空航天大学出版社.2004. [8]Chow C,Samarasekera I V,Walker B N,et a1.Highspeed continuous casting of steel billets Part 2: Mould heat transfer andmould design[J]. Ironmaking and Steelmaking,2002,29(1):61—69. [9]Wang B,Walker B N,Samarasekera I V.Shell Growth,Surface Quality and Mould Taper Design for High Speed Casting ofStainless Steel Billets[J]. Ca-nadian Metallurgieal Quarterly,2000,39(4):441—454. [10]Kojima, T.,Kikuchi, Y.,Seki, S.,et al.Study on high precision angle measuring technology[C].//30th AnnualConference of the IEEE Industrial Electronics Society (IECON 2004),vol.1.Tamagawa Seiki Co. Ltd., Nagano, Japan,2004:1530-1535. [11]邹冰梅,刘著,鲁军, 等.板坯连铸机结晶器锥度变化分析与改进[J].工业加热,2011,40(3):68-69. [12]张冬花.结晶器锥度测量仪的研究[D].燕山大学,2005. [13]冯璐.接触式板坯连铸机结晶器测量仪方案设计[D].南京理工大学,2012. [14]卢洪星,蒋栋初,桂仲花, 等.圆坯结晶器铜管检测与分析[J].连铸,2012,(3):29-32. [15]郭益凡,孙绍伦,武文辉.板坯结晶器倒锥度仪测量原理[J].工业计量,2013,23(4):66-69. [16]谭云福,林志钦,屠建国.基于ARM嵌入式系统的结晶器锥度测量仪设计[J].工业控制计算机,2007,(8):78-80. [17]张冬花.结晶器锥度测量仪的研究[D].燕山大学,2005. [18]邹冰梅,刘著,鲁军, 等.板坯连铸机结晶器锥度变化分析与改进[J].工业加热,2011,40(3):68-69. [18]Florio, B. J.,Vynnycky,M.,Mitchell, S. L., et al.On the interactive effects of mould taper andsuperheat on air gaps in continuous casting [J]. Acta Mechanica, 2017,228(1): 233-254. [19]O'Brien, S. B. G.,Vynnycky,M.,Florio, B. J., et al. Mould-taper asymptotics and air gap formation incontinuous casting[J].Applied mathematics and computation, 2015, 268: 1122-1139. [20]MOULD TAPER OPTIMIZATION FORCONTINUOUS CASTING STEELS BY NUMERICAL SIMULATION[J].中国铸造,2010,007(1):61-67. |



