压力容器焊接用自动焊机结构设计毕业论文
2020-04-15 17:38:50
摘 要
在制造业迅猛发展的今天,焊接技术起着至关重要的作用,为了满足不同的焊接要求,各式各样的焊接机产品层出不穷。对于压力容器来说,不同的焊缝,不同的焊接结构需要不同的焊接机。
为了对压力容器进行有效率的焊接,本文运用模块化的思路进行数控焊接机的设计。本文主要完成了马鞍形焊接机的设计。内容包括:机身位置调整机构与焊接执行机构。
关键词: 数控焊接机;焊接机头;模块化设计;压力容器焊接
Structural design of automatic welding machine for pressure vessel welding
ABSTRACT
The manufacturing industry is developing rapidly,welding technology plays a vital role. In order to meet different welding requirements, many different welding machine products are designed. For pressure vessels, different welds, different weld structures require different welders.
In order to improve the efficiency of pressure vessel welding, the modular idea is used to design the CNC welding machine in this thesis. Saddle welding machine is designed. The contents include: machine position adjustment mechanism and welding actuator.
Key Words:CNC welding machine; Welding head; Modular design; Pressure vessel welding.
目 录
摘要 I
ABSTRACT II
目 录 III
第一章 绪论 1
1.1研究背景 1
1.2换热器焊缝和接头的分析 1
1.2.1换热器介绍 1
1.2.2换热器的焊缝分析 2
1.2.3换热器的焊接接头分析 2
1.3自动化焊接设备发展现状 3
1.4数控焊接机的模块化研究 4
1.5本课题的意义和内容 4
1.5.1本课题的意义 4
1.5.2本课题研究的内容 5
第二章 数控焊接机总体设计 6
2.1模块化设计 6
2.2数控焊接机的模块划分 6
第三章 马鞍形焊接机头模块的设计 11
3.1滚珠丝杠螺母副的选型 11
3.2深沟球轴承的选型 13
3.3蜗轮蜗杆的选型和校核 13
3.4箱体的设计 14
3.5焊枪调整机构的选择 15
第四章 经济性分析 16
第五章 结论 17
参考文献 18
致 谢 20
第一章 绪论
1.1研究背景
近年来,我国的工业发展迅速,发展情况也比以往有很大的进步,工业焊接已经被广泛应用于各种材料中,对各个领域以及人们的生活带来了极大的便利。但是,我国在使用的焊接工艺和焊接设备很多是从国外引进的,生产能力和自动化程度普遍比较低,大部分还是采用手工焊,焊工劳动强度大,劳动条件差,生产效率低,焊接产品质量得不到可靠的保证。因此,焊接设备的研究改型和升级对制造业具有重要意义。
本课题以换热器作为研究对象,对其焊接过程与设备进行分析,并设计出适合于压力容器自动焊接的焊接机头模块。
1.2换热器焊缝和接头的分析
1.2.1换热器介绍
换热器主要功能是确保热量从热流体进入到冷流体,达到现实标准的设备,也是对流传热和热传导的重要应用[1]。主要被划分成不同的类型。 按照操作环节被划分成间壁式、混合式、蓄热式三部分;按照表层的紧凑性被划分成两类。在化工制造时期,主要被当做加热器、冷却器、冷凝器等等。不同类型的换热器壳体结构大致相同,一般是壳体、管束等多个方面,参考图1-1内容。
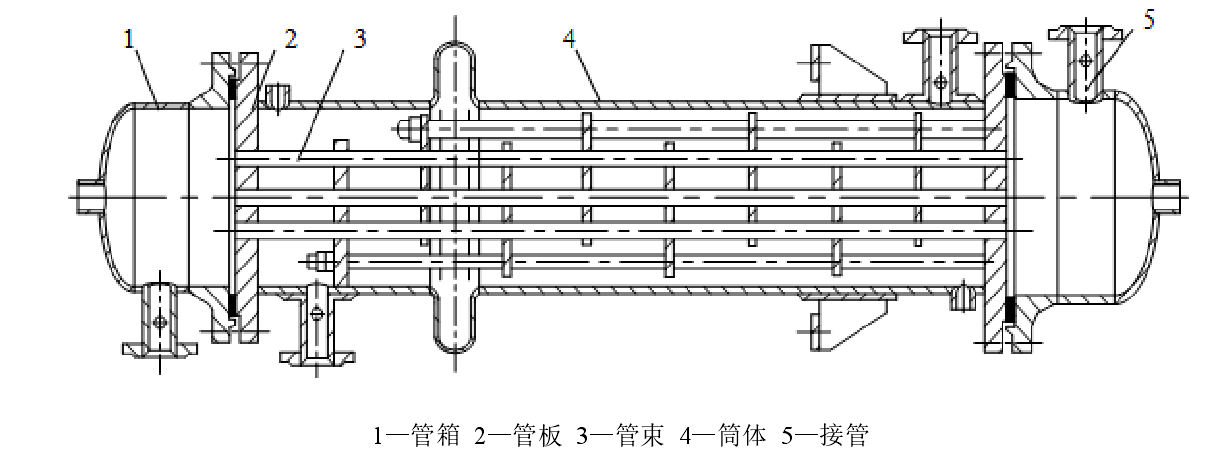
1 管箱 2 管板 3 管束 4 接管
图1-1管板式换热器结构图
1.2.2换热器的焊缝分析
不同换热器的结构都大同小异,为了焊接中区别处理,按照文献[2]中的规定,根据其焊缝所处部位的不同,分为图1-2中所示的A、B、C、D 四种类型。
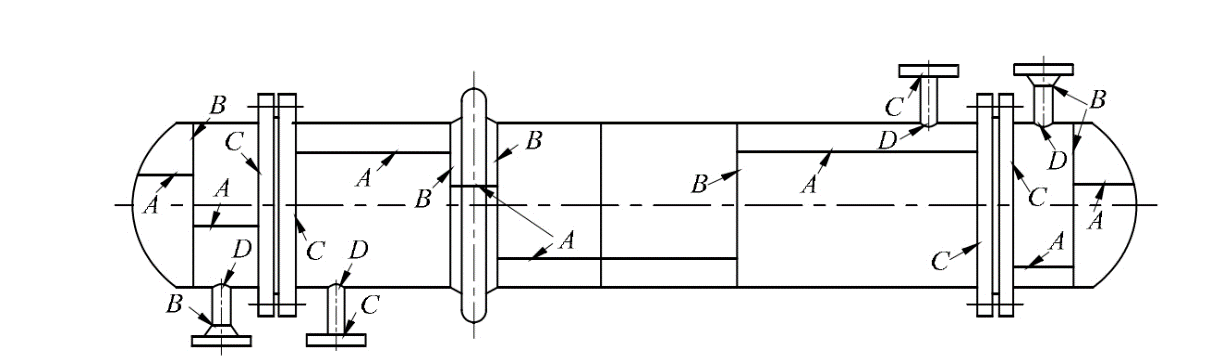
图1-2换热器焊缝分布及分类
1.2.3换热器的焊接接头分析
A级焊缝一般表示受压圆筒的纵焊缝以及筒体、接管、封头和接管之间的焊缝。是压力容器中受力最大的接头,焊缝通常都采取双面焊或者保证全焊透的单面焊缝[3]。
B级焊缝主要是指筒体与封头、筒体与筒体、封头与接管之间的环形焊缝。工作应力约为A级的一半,但焊接要求却与A级相同。在结构受到限制时,可以使用对接焊接接头[4]。
A级焊缝和B级焊缝都是对接接头,具有高强度和良好的应力。开坡口旨在确保焊透。
C级焊缝主要指内封头与圆筒间的搭接接头和管板与圆筒间的非对接接头。C级焊接接头具有显著的承载能力,并且通常采用全焊透T形接头。
D级焊缝通常指接管与筒体的交叉焊缝,应力集中大,受力条件差。D级焊接接头可能会发生裂纹和其他缺陷,所以焊接时必须焊透。
A级焊缝主要是纵向接头,B级为内外环形接头,C级焊缝也是圆形的,但焊缝接头通常是搭接接头和角接头,对于D级焊缝,密封件端部与接管的焊接路径是圆形的,但是由与气缸密封形成的D型焊接路径是鞍形的,这在实际焊接过程中造成一些困难。焊接要求高,必须单独处理[5]。
1.3自动化焊接设备发展现状
21世纪至今,随着数字化、自动化、计算机和机械设计的发展,各国焊接设备制造领域朝着高精密、多参数推进[6]。目前我国国内生产的焊机,大部分使用的以模拟控制技术为主的焊接电源,集成化程度低,抗干扰能力差,通用性低。而更加稳定,更加效率的全数字化控制的焊机只能从国外引进,仅有的少数全数字化控制电源只能达到简单替换模拟控制的作用,推广度不高,远远达不到市场的认可。
 现在全球广泛使用自动化焊接设备可以概括为以下两种:一种是专门针对不同用途的自动焊接专机,如图1-3所示;另一种是是高智能化的,有着成熟技术和配套设备的焊接机器人,如图1-4所示。工业生产中,自动焊接专机针对性强,能够满足特定客户的需求,同样的,由于只适用于某种特定的产品,导致焊接专机的局限性太大,限制了应用范围。而焊接机器人可以完美克服单一性的问题。面对不同的焊缝类型和工况,焊接机器人可以通过自身姿度的调整从而完成焊接过程[7-11]。
现在全球广泛使用自动化焊接设备可以概括为以下两种:一种是专门针对不同用途的自动焊接专机,如图1-3所示;另一种是是高智能化的,有着成熟技术和配套设备的焊接机器人,如图1-4所示。工业生产中,自动焊接专机针对性强,能够满足特定客户的需求,同样的,由于只适用于某种特定的产品,导致焊接专机的局限性太大,限制了应用范围。而焊接机器人可以完美克服单一性的问题。面对不同的焊缝类型和工况,焊接机器人可以通过自身姿度的调整从而完成焊接过程[7-11]。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: