电弧表面堆焊耐磨涂层技术研究毕业论文
2020-04-15 15:36:45
摘 要
本文利用D998型碳化钨耐磨焊条在45号钢表面分别堆焊一层、两层耐磨涂层,并对涂层显微组织观察和硬度进行了测定,本文主要研究内容和结论如下:
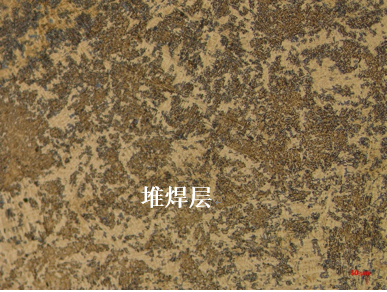
在基体上堆焊一层耐磨涂层时, D998型碳化钨耐磨焊条成分渗入到了熔池,形成了缺碳相Fe3W3C,该相会在富含W、C区域会生长成为硬质相WC,硬度从26.48HRC提升至57.9HRC。堆焊第二层耐磨涂层时,减少了基体中Fe元素对第二层堆焊层的稀释,熔池中W、C浓度更高,生成了更多的硬质相WC,相比堆焊一层耐磨涂层,硬度又从57.9HRC提升至62.7HRC。
关键词:45号钢 D998型碳化钨耐磨焊条 耐磨涂层 硬度测试
Research on Wear-resistant Coating Technology for Shielded Metal Arc Welding
ABSTRACT
In this paper, D998 type tungsten carbide wear-resistant welding rod is used to weld one layer and two layers of wear-resistant coating on the surface of 45 steel, and the microstructure observation and hardness of the coating are determined. The main research contents and conclusions of this paper are as follows:
When a layer of wear-resistant coating is prepared on the substrate, the composition of D998 tungsten carbide wear-resistant electrode penetrates into the molten pool, forming the carbon-deficient phase Fe3W3C, which grows into the hard phase WC in the region rich in W and C. The hardness rises from 26.48HRC to 57.9HRC. When preparing the second layer of wear-resistant coating, the dilution of the second layer by Fe element in the matrix is reduced, and the concentrations of W and C in the weld pool increase, generating more WC hard phase. The hardness is increased from 57.9HRC to 62.7HRC compared to a wear-resistant coating.
Keywords: 45 steel; D998 tungsten carbide wear-resistant electrode; Wear resistant coating; Hardness testing
目录
摘要 I
ABSTRACT II
第一章 绪论 1
1.1课题研究的意义与背景 1
1.2电弧堆焊的国内研究及分析 1
1.3堆焊材料 1
1.4堆焊方法 2
1.5堆焊设备 2
1.6耐磨涂层的性能及应用 3
1.7热喷涂层工艺 4
1.8课题研究内容及实验步骤 7
第二章 实验材料、实验设备与实验过程 8
2.1实验材料 8
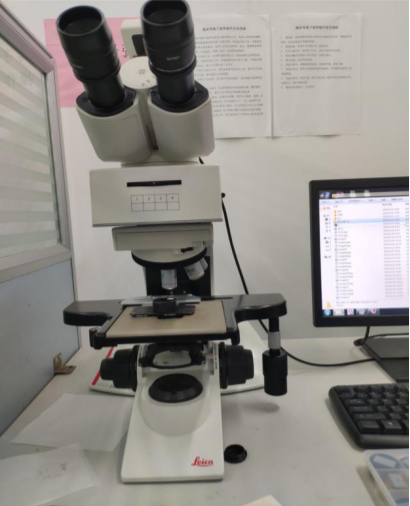
2.2实验设备 8
2.3实验过程 10
第三章 堆焊涂层形貌与性能研究 12
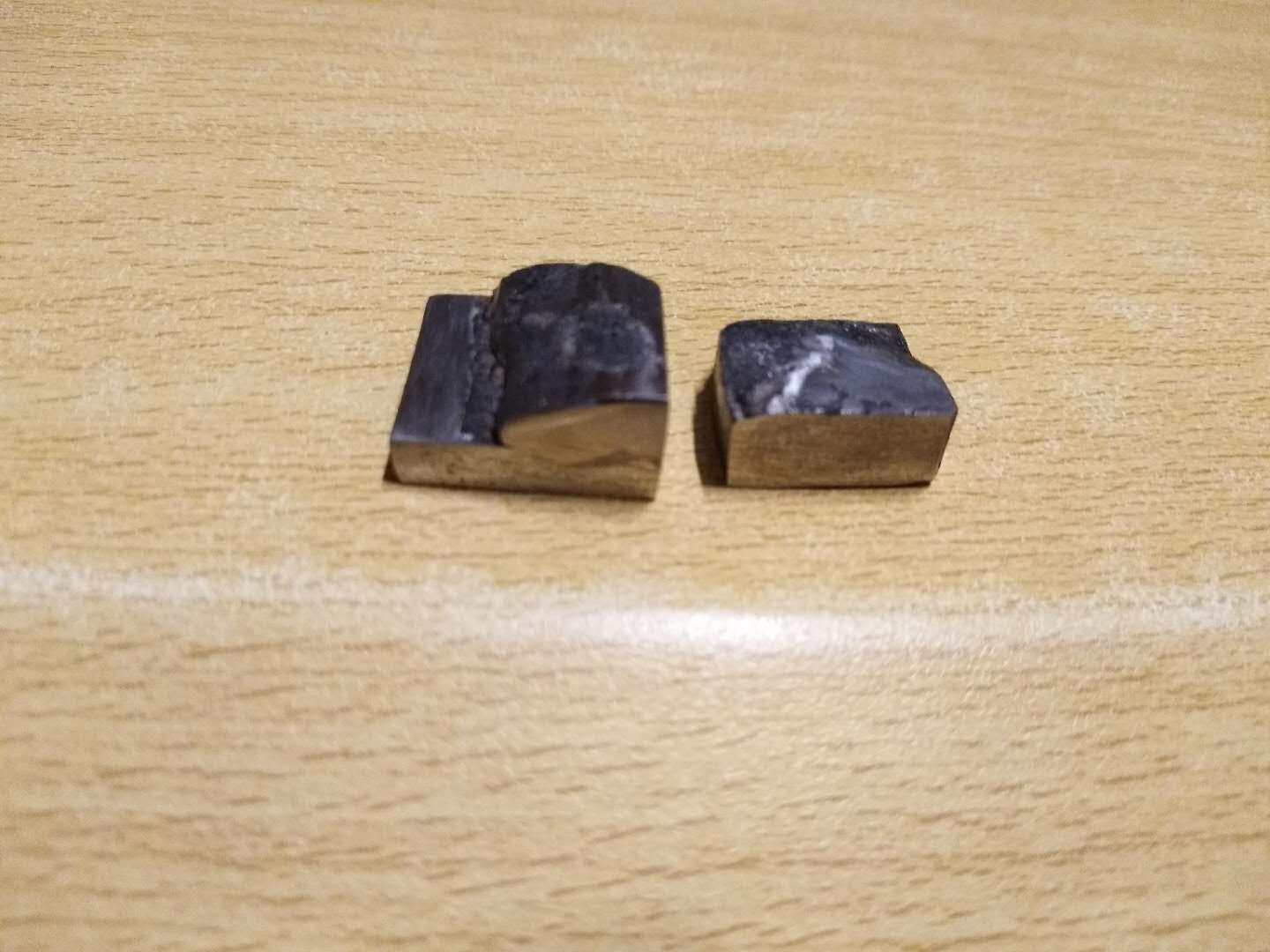
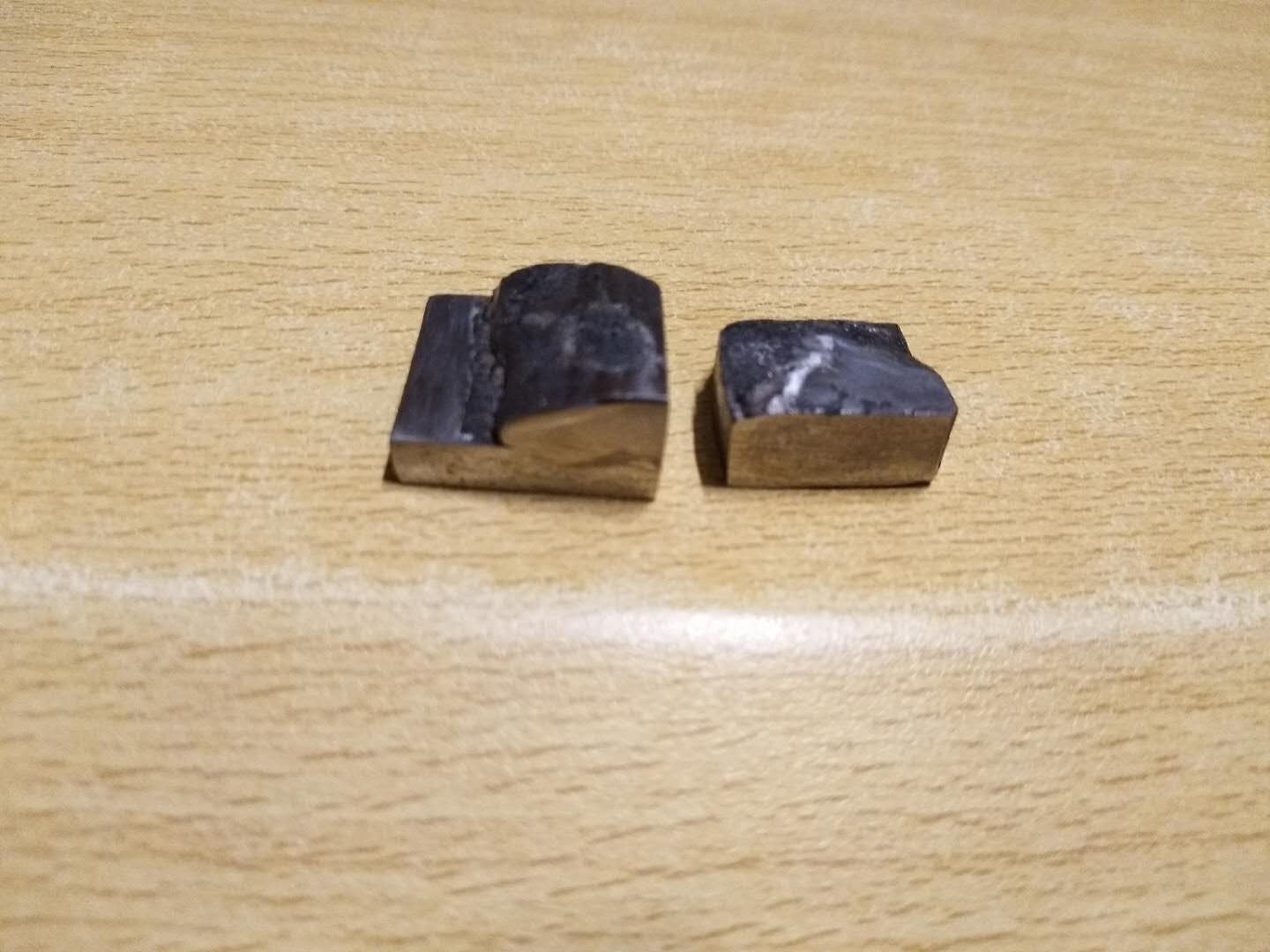
3.1堆焊涂层的宏观形貌 12
3.2堆焊一层、两层与母材的硬度测试 13
3.3堆焊层显微组织 13
第四章 经济成本分析 17
第五章 总结 18
参考文献 19
致 谢 21
第一章 绪论
1.1课题研究的意义与背景
表面焊接是一项经济可靠的表面工程技术,被用于制造或再制造先进的机械设备的耐磨涂层以修复损伤。堆焊是通过材料连接技术堆叠一层或几层具有一定性能的材料到零件的表面上去,达到增强零件的耐磨性、抗腐蚀性能等目的。堆焊的目的是为了降低成本,提升零件的使用寿命,减少维修成本和时间,减少备件等[1]。
磨损是指材料在摩擦体接触面上由于物理和化学作用而发生相对运动时的损耗,它在生产和生活中是常见的现象。多年来,对机械部件失效的研究表明,由于磨损导致的大部分失效发生在材料的表面。一种有效而且合适的解决方案是在材料表面涂上一层涂层,这样不仅可以减少磨损,而且不会改变材料的整体材料,对降低成本也有作用[2]。
1.2电弧堆焊的国内研究及分析
材料连接工艺需求材料具有较小的稀释率、能够快速融化、有较好的焊接性能等要求。就目前来说,国内这一领域的研究技术人员主要从堆焊材料、堆焊方法及堆焊设备等三个方面提升并优化堆焊层的性能,通过深入研究也取得了一些收获[3]。
1.3堆焊材料
1.3.1材料种类
堆焊材料的材料分为堆焊焊条、焊带、堆焊焊丝、堆焊合金粉、合金块等这几种。堆焊焊条分为一般焊条、铸条、管状焊条等这几种。这几种焊条有较好的适应性,操作起来也比较方便,研究人员可以使用其对材料进行全方位的焊接。目前来说,这些堆焊材料在矿山开采机器与石油化工制造生产机器方面使用较多;相似于丝状和带状的堆焊材料分为实心的和药芯的这两大类,对于堆焊的机械自动化实施有较大的好处。就现在而言,这两大类堆焊材料在埋弧堆焊、气体保护堆焊、电渣堆焊这几种堆焊中应用较多。相比较而言,这两者有很大的差别,比如实芯线管和带管是实心的,而磁芯管是由磁芯保护的,它不仅能够稳定弧线,也能够对运行性能产生良好的效果。焊丝焊接相对实心焊接而言,更被大家所接受使用,焊丝焊接的应用范围也更大。合金粉中加入适量的胶黏剂可以制成块状的堆焊材料,在堆焊时,不同的工件状况可以通过加入胶黏剂分量的不同来进行调整,有较好灵活性[4]。
1.3.2材料成分
铁基堆焊合金,镍基堆焊合金,钴基堆焊合金和碳化钨堆焊合金是制成表面材料的主要成分。铁基堆焊合金既耐磨又经济实惠,因此,它在堆焊材料中被使用的最多;镍基堆焊合金在所有堆焊合金中金属与金属间的摩擦损耗是最低的,同时,它又有着不易被氧化、腐蚀的优点;钴基堆焊合金也叫司太立合金,它是所有堆焊合金中最耐磨的,又兼具高的红硬性、抗磨料磨损性能优异、抗腐蚀强等优点;碳化钨堆焊层是由母材及熔融在其表面的碳化钨颗粒所组成的,其基体是由一些铁基、镍基、钴基合金材料所组成的,硬度高,熔点也很高。该合金具有较高的脆性,易产生裂纹。它的基体需要在堆焊过程中预热[5]。
1.4堆焊方法
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: