PBATPLA可降解购物袋的配方与生产工艺设计毕业论文
2020-04-22 19:37:53
摘 要
本文主要是PBAT/PLA可降解塑料袋的配方设计与生产工艺设计。本设计通过PBAT和PLA共混增韧,利用OMMT增加其相容性,利用碳酸钙来填充补强降低成本。本文由配方及工艺流程设计、物料衡算、设备选择、厂房布局设计、环境评价等内容组成。确定平挤上吹的吹塑工艺并确定挤出机的分区温度、吹胀比等工艺参数,画出生产工艺流程图,然后进行物料衡算和能量衡算,根据所设计的生产工艺流程选择相应设备。在确定生产流程和生产设备的基础上绘制生产车间的总体平面结构图。此外,还包括采暖通风、安全和环境影响。
关键词:PBAT/PLA 吹塑 薄膜 可降解 工艺设计
Formula and production process Design of PBAT/PLA degradable Shopping bag
Abstract
This paper mainly about the formulation design and production process design of PBAT/PLA degradable plastic bags.. In this design, the film was used as a degradable plastic bag. The modified films were toughened by PBAT/PLA blend and compatibilized by TBOT. B0Z was used to reduce the crystallization rate and crystallinity, spherical silica particles were used to stabilize the PBAT-PLA interface, and calcium carbonate filler was added to reduce the cost. The design consists of formula design, material balance calculation, equipment selection, workshop design, etc.. Select the up-blow method to design the production process, determine the etruder temperature, blow-up ratio and other process parameters, draw the production process flow chart, and then carry on the accurate material balance and heat balance calculation.Select the appropriate equipment according to the production process. Then the overall plan structure of the production workshop is drawn.. In addition, heating and ventilation, safety and environmental impacts are included.
Key words: PBAT/PLA ; bolw moulding ; film ; degradable ; process design
目录
摘要 I
Abstract II
第一章 文献概述 1
1.1概述 1
1.2加工方法及其优缺点 1
1.3吹塑薄膜成型方法 2
1.3.1 平挤上吹法 2
1.3.2 平挤平吹法 2
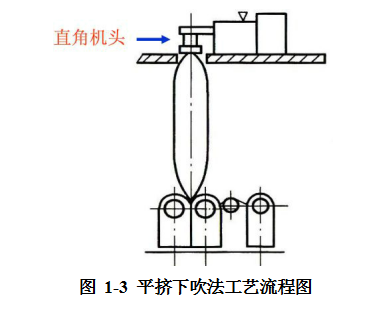
1.3.3平挤下吹法 3
1.4吹塑薄膜的起源及现状 3
1.5 课题的意义和主要的设计内容 4
1.5.1 课题的意义 4
1.5.2 主要设计内容 4
1.6 本章小结 4
第二章 可降解型塑料的发展 5
2.1可降解型塑料的起源 5
2.2可降解型塑料的发展状况 5
2.3可降解型塑料面临的困境 5
第三章 配方设计 7
3.1 配方设计及原则 7
3.2 PBAT的简介 7
3.3 PLA的简介 8
3.4相容剂的选择 8
第四章 生产工艺和设备 9
4.1 生产工艺 9
4.1.1 总生产工艺 9
4.1.2 造粒工艺 9
4.1.3 成型工艺 10
4.1.4 工艺问题及改进 10
4.2 成型设备 11
4.2.1 加料装置 11
4.2.2 挤出机 11
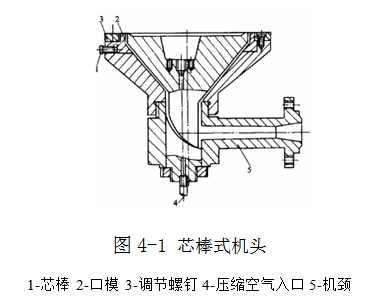
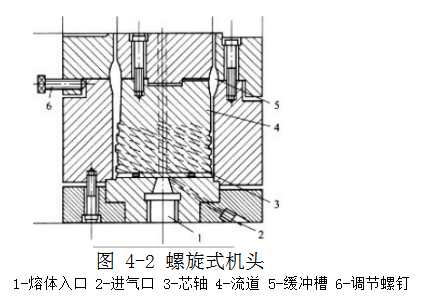
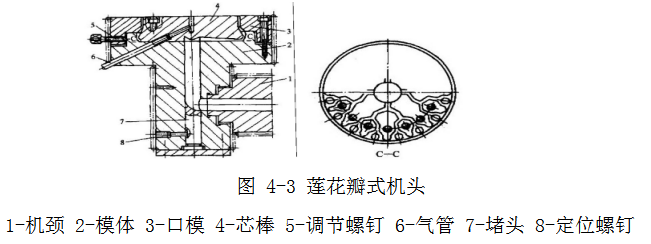
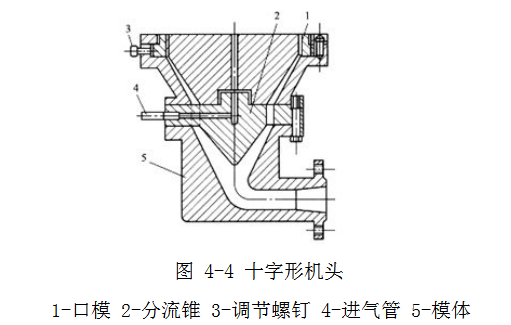
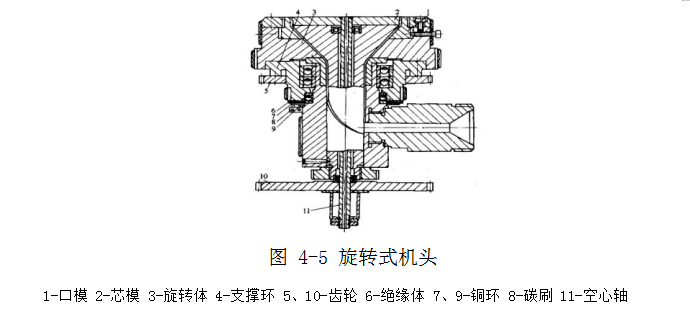
4.2.3 吹膜机头 11
4.2.4 口模 14
4.2.5 冷却装置 15
4.2.6 人字架 15
4.2.7 牵引辊 15
4.2.8 卷取装置 16
4.3 成型工艺条件及参数 16
4.3.1 挤出机的分区温度设定 17
4.3.2 吹胀比 17
4.3.3 牵引比 17
4.3.4 口模尺寸 17
4.3.5 牵引速度 18
4.3.6 露点 19
第五章 生产工艺衡算 20
5.1物料衡算 20
5.1.1 工作时间的确定 20
5.1.2 薄膜制品规格的确定 20
5.1.3薄膜生产速度的确定 21
5.1.4各个过程的产量及损失和废品的计算 21
5.1.5各物料用量 23
5.2能量衡算 25
5.2.1热量衡算的基本步骤 25
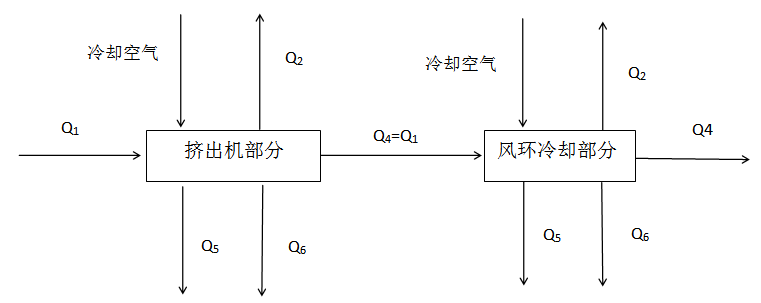
5.2.2能量转换关系图 25
5.2.3热量衡算的计算公式 25
5.2.4挤出机部分的能量衡算 26
5.2.5风环冷却部分热量衡算 27
第六章 设备选型 29
6.1设备选型注意点 29
6.2造粒机组 29
6.2.1高速混合机 29
6.2.2薄膜破碎机 30
6.2.3辊压机 30
6.2.4平板切粒机 31
6.3挤出吹塑机组 32
6.3.1负压加料机 32
6.3.2双螺杆挤出机的基本参数 33
6.3.3风环 33
6.3.4卷曲切割装置 34
6.3.5鼓风机 35
6.4 制袋机 35
第七章 车间设计 37
7.1车间的基本组成 37
7.2工艺要求 37
7.3设备的安装、检修及对建筑的要求 37
7.4车间设计的形式 38
7.4.1整体布置 38
7.4.2平面轮廓以及楼层布置 38
第八章 生产环境与安全 39
8.1.粉尘处理 39
8.2 采暖和通风 39
8.3.安全防火 39
8.4环境影响 39
第九章 总结 41
参考文献 42
致谢 44
第一章 文献概述
1.1概述
本文研究的是PBAT/PLA可降解塑料袋的工艺与配方设计。在众多生物降解材料中,PLA 是目前研究最多、产量最大、商业化最为成功的可生降解聚合物之一 。相较于其它降解材料,PLA有着优透明度和异光泽性以及优秀的阻隔能力,因此 PLA在包装、农用薄膜、纺织以及汽车等领域有着非常巨大的潜在市场,[1]是一种发展前景极好的可生物降解聚合物。
本文利用 PLA共混改性PBAT 制备可降解塑料袋。综合PBAT良好的力学、热力学性能,改善 PLA 脆性、提升 PLA 加工性能,使产品兼具实用性和环保性。但共混物的力学性能取决于两者的相容性,这也是我们遇到的最大问题。
1.2加工方法及其优缺点
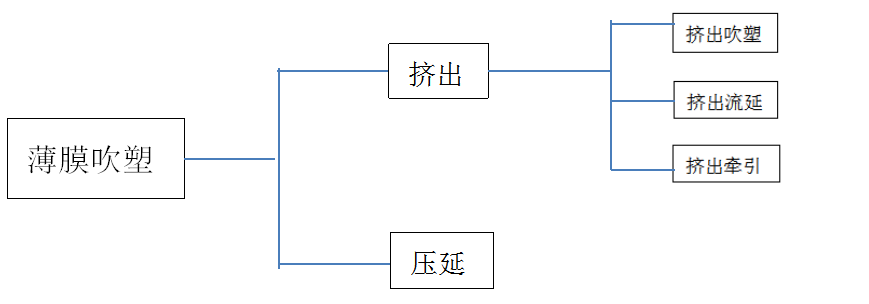
吹塑、流延和牵引法的优缺点对比如表1-1
相关图片展示:
您可能感兴趣的文章
- 在200至300℃的温度下纤维素的水热降解外文翻译资料
- 对O-酰基肟光敏交联剂和丙烯酸丁酯组成的压敏胶一系列光聚合与光降解过程的直接流变学测量外文翻译资料
- 热和紫外线诱导的环氧/环氧丙烯酸酯胶粘剂的制备及其性能外文翻译资料
- 基于光敏可逆固液转换的可调光聚合物胶粘剂外文翻译资料
- 氢氧化物-催化键中近红外吸收的时间演化外文翻译资料
- 利用糖辅助机械力化学剥离技术一步法制备功能化氮化硼纳米片外文翻译资料
- 用于热管理的具有优异力学性能和超高热导率的兼容多功能氮化硼纳米片/聚合物薄膜外文翻译资料
- 油水分离材料用凹土棒复合微球的制备与表征油水分离材料用凹土棒复合微球的制备与表征外文翻译资料
- 单轴拉伸聚乙烯/氮化硼纳米复合薄膜金属状热导率外文翻译资料
- 高导热硅弹性体掺杂石墨烯纳米片和低共熔液体金属合金外文翻译资料



