纯Fe粉添加量对5CrNiMo激光熔覆层界面组织与性能影响毕业论文
2020-07-06 18:34:39
摘 要
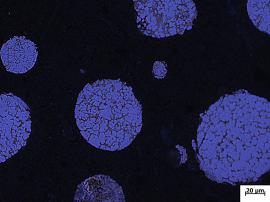
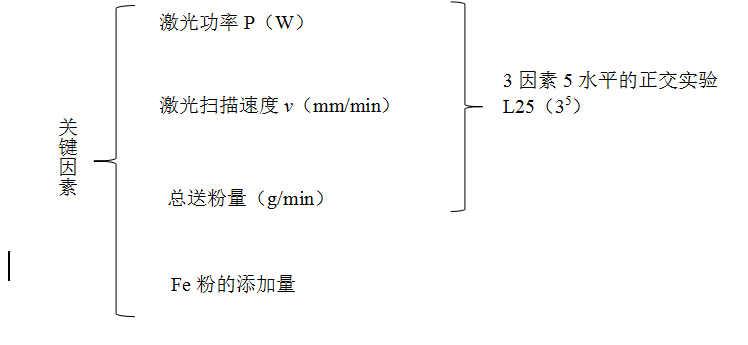
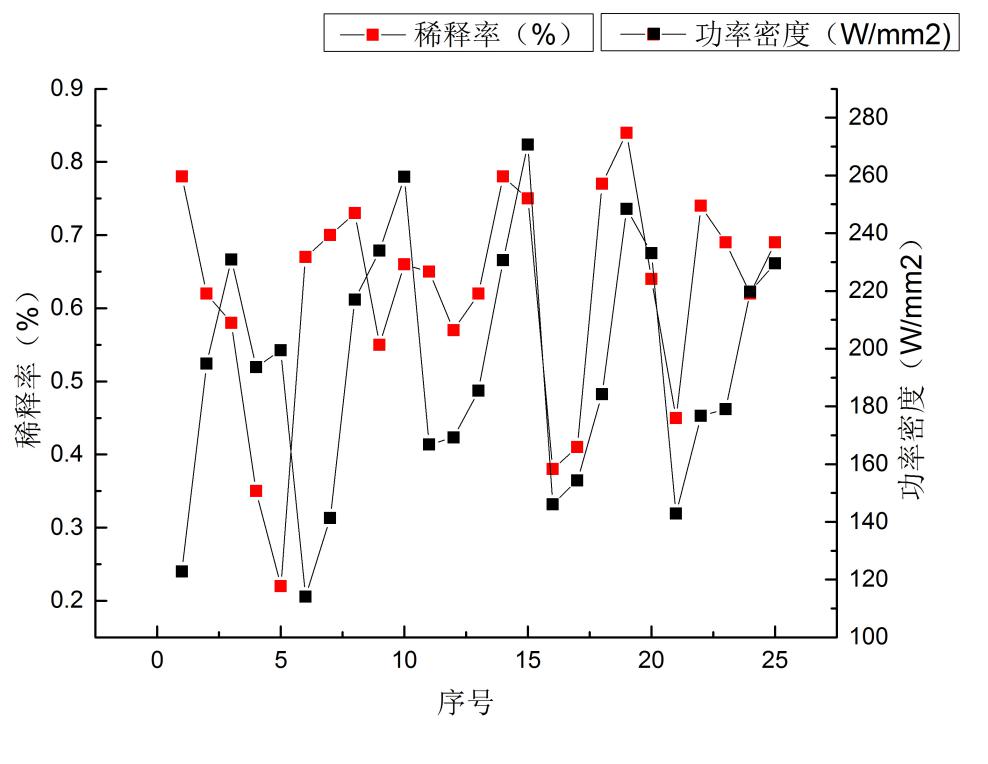
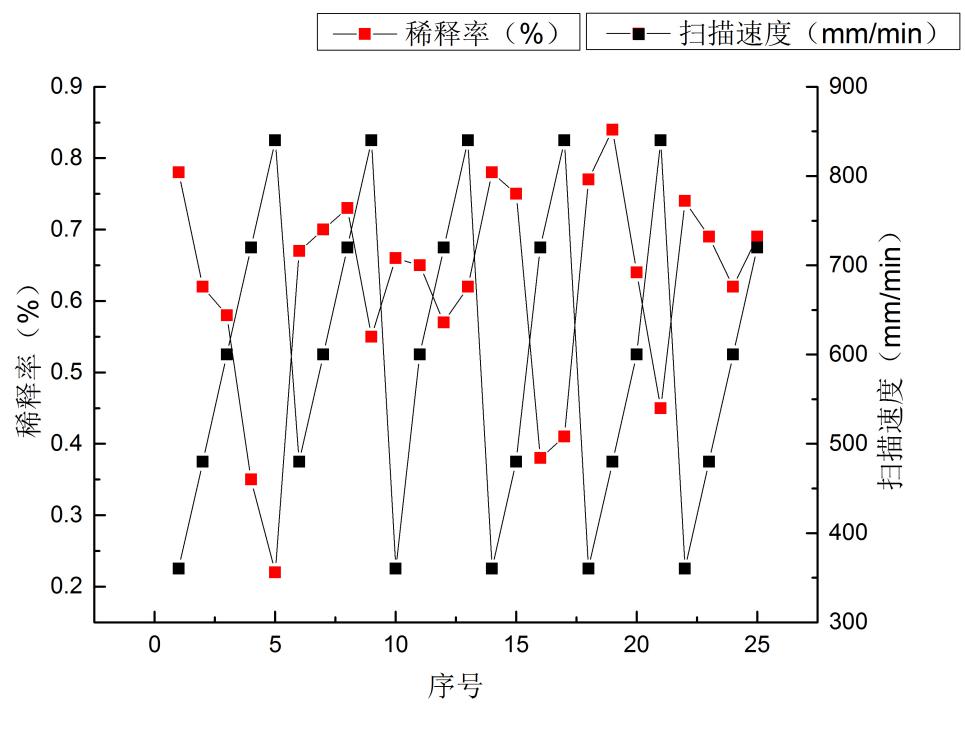
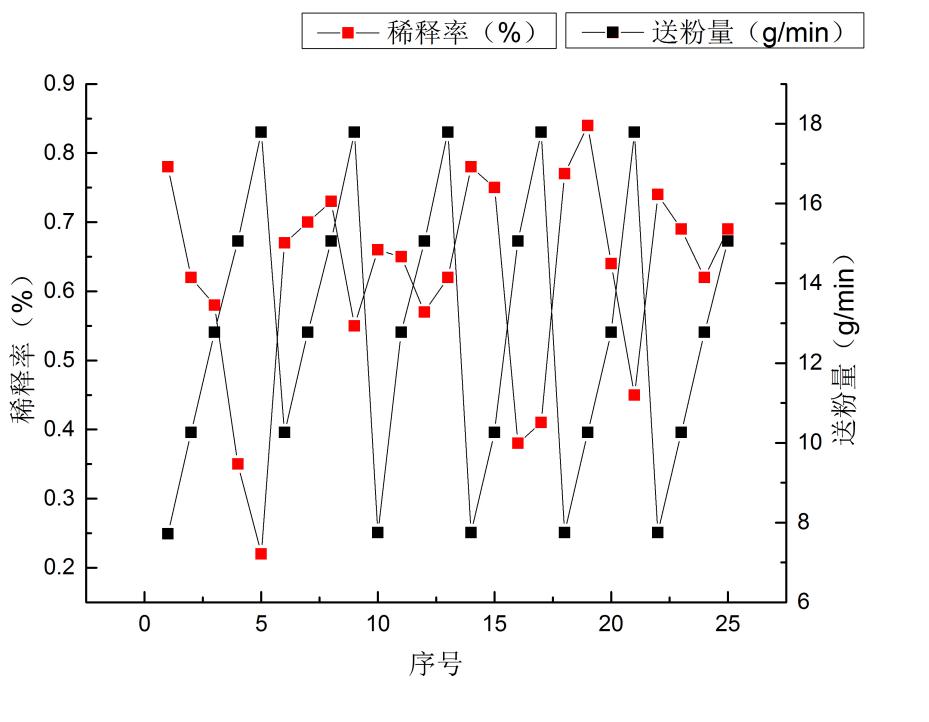
激光熔覆由于可以获得组织致密、热影响区小、与基体具有良好冶金结合的熔覆层,在再制造领域中获得了广泛应用。本课题通过设计正交实验使用极差分析法进行了单道正交实验,用HVS-1000A型显微硬度测试了熔覆层的显微硬度,用POD针盘式摩擦磨损试验机对待测试样进行室温磨损试验,用PHMIAS Ver3.0体式显微镜观察了单道熔覆层的宏观形貌,用蔡司LabAx01光学显微镜观察熔覆层的显微组织,另外还进行了搭接率的实验。通过实验得出以下结论:采用极差分析法得出主次排序依次为送粉量-激光功率-扫描速度。本实验的搭接率最优参数为40%。正交实验指标为稀释率结果显示最低的稀释率为22%。随着Fe粉的送粉量增加,显微硬度呈下降趋势,即材料硬度降低,磨损方面,熔覆层仍然表现为一系列连续的犁沟和挤压变形,但是犁沟明显变窄,可以认为Fe55粉末的增加对于材料强韧性的提高具有显著的作用,而铁粉降低涂层耐磨性。
关键词:5CrNiMo;激光熔覆;正交实验;显微硬度;组织与性能
Effects of addition of Fe powder on microstructure and properties of coating by laser cladding on 5CrNiMo steel
Abstract
Laser cladding has been widely used in the field of remanufacturing because it can obtain a cladding layer with compact structure, small heat affected zone and good metallurgical bonding with the substrate. In this project, a single-pass orthogonal experiment was performed using an extreme-analysis method by designing orthogonal experiments. The micro-hardness of the cladding layer was tested with HVS-1000A micro-hardness, and the test sample was treated with a POD dial-disk friction and wear tester. The room temperature abrasion test was performed. The macroscopic morphology of the single-clad layer was observed with a PHMIAS Ver3.0 microscope, and the microstructure of the cladding layer was observed with a ZEISS LabAx01 optical microscope. The lap rate experiment was also performed. The following conclusions were obtained through experiments: Using the range analysis method, it was found that the order of the primary and the secondary was the amount of powder delivered—laser power—scanning speed. The lap joint rate of this experiment is 40%. Orthogonal experimental indicators for the dilution rate showed the lowest dilution rate was 22%. With the increase of the powder feed amount of Fe powder, the microhardness showed a downward trend, ie, the hardness of the material was reduced. In terms of wear, the cladding layer still showed a series of continuous furrows and extrusion deformation, but the furrow narrowed obviously. It is believed that the increase of Fe55 powder has a significant effect on the improvement of the toughness of the material, while the iron powder reduces the wear resistance of the coating.
Key words:5CrNiMo;Laser cladding;Orthogonal experiment;Microhardness;Microstructure and properties
目录
摘要 I
第一章 绪论 1
1.1激光熔覆技术概述 1
1.1.1激光熔覆技术特点与优点 1
1.1.2激光熔覆的作用机理 1
1.2 热作模具钢简介及激光修复进展 2
1.2.1热作模具钢分类 2
1.2.2热作模具钢的激光修复 3
第二章 实验方案 5
2.1试验材料 5
2.1.1基体材料 5
2.1.2熔覆材料 5
2.2激光熔覆工艺方案 6
2.2.1研究方案 6
2.2.2实验设备 6
2.2.3实验具体操作流程 7
2.3组织性能分析与性能测试方法 8
第三章 激光熔覆层参数优化 10
3.1单道正交试验方案 10
3.2极差分析法 14
3.3搭接率 16
3.4本章小结 18
第四章 激光熔覆层组织性能分析 19
4.1激光熔覆层的组织 19
4.1.1激光熔覆层的宏观形貌 19
4.1.2激光熔覆层的显微组织 20
4.2激光熔覆层显微硬度 21
4.3激光熔覆层耐磨性能研究 22
4.4本章小结 24
第五章 结论与展望 25
5.1结论 25
5.2展望 25
致谢 29
第一章 绪论
1.1激光熔覆技术概述
1.1.1激光熔覆技术特点与优点
激光熔覆技术是在基材表面上喷熔覆粉末,而激光同时照射,喷粉方式多种多样,在激光的照射下,基材与熔覆层一起熔化,熔覆层覆盖在基材表面,一段时间冷却后,熔覆材料牢牢结合在基材表面,因此改善了基材表面性能,使之具有较高的耐磨性、好的耐蚀性、较强的耐高温性、抗氧化等特殊应用性能[1]。
激光熔覆是一种重要技术,用于强化材料的表面性能,利用具有高能量的激光照射基材表面,基材与熔覆层发生一系列过程(熔化、延伸和冷凝,冷却速度非常快),熔覆材料牢牢结合在基材的表面,使其具有与基材不同的组织与性能,往往可以弥补基材某种性能的不足,改善基材表面的耐磨性、耐蚀性、耐高温性、抗氧化性。激光熔覆技术的优点很多,优于其他许多表面改性技术,例如:
- 激光熔覆较其他技术相比污染低,工艺简单。
- 熔覆层与基材牢牢结合在一起,形成新的组织形貌,得到更优的组织和性能表面。
- 熔覆材料选择广,熔点与基材差别较大的可以利用激光进行熔覆。
- 可以定向选择区域进行熔覆,快捷精简,材料的使用率高,具有较好的综合性。
- 熔覆过程可以完全由电脑操控,实现数字化。
1.1.2激光熔覆的作用机理
激光熔覆目的是使熔覆材料和基材发生冶金结合,具体是熔覆合金粉末使其在基材上形成新的表面,而基材由于激光高温作用,发生淬火,熔化下陷,熔覆材料形成类似椭圆形状与下陷部分完美结合。图1.1所示为激光熔覆原理图[2]。该技术是激光,熔覆材料粉末和基材三者互相作用的结果[3]:
(1)激光作用于熔覆材料粉末。激光热源具有高能量,所以材料粉末吸收能量,到达低温的基材时,自然发生能量消耗,而根据粉末吸收能量的不同,在形成椭圆形熔覆层之前会存在不同的形态[4]。
(2)激光作用于基材。熔覆材料粉末吸收能量后,部分能量作用于基材上,基材表面发生熔化并产生下陷,能量的多少决定了下陷的程度,能量越高,熔化程度越高,深度越深,能量越低,熔化则越不明显,该能量也影响了熔覆层的稀释率[5]。
(3)粉末与基材的作用。熔覆粉末并不是完全洒落在基材上,部分会发生飘散,产生损失,损失过多会使熔覆层不致密,影响效率,对经济和最后的结果产生影响[6]。

图1.1 激光熔覆原理示意图
Fig.1.1 Schematic diagram of laser cladding
1.2 热作模具钢简介及激光修复进展
1.2.1热作模具钢分类
热作模具钢是用于制造模具,满足其所需形状所用的钢。因为模具的反复使用,所以要求模具具有非常好的性能。热作模具钢的碳含量一般较低,还混有多种合金元素如:铬,钼,钨,硅,锰,钒等[7]。热作模具钢可分为三类:
- 压铸模具钢
压力铸造是使金属液体在压力作用下充满型腔,因此要求压铸模具钢具有好的耐高温性能和抗疲劳性能,导热性能要求也较高。
压铸模具钢根据所需压铸的金属采用不同的压铸模具钢材。压铸的金属大概可以分为五大类:锌合金,铝合金,铜合金,镁合金和黑色金属[8]。所以根据这五大类金属选择不同的压铸模具钢。一般采用难熔金属为基的合金如钼基合金,钨基合金等。因为压力铸造涉及大批量生产,所以选择模具钢时也要注意钢材的使用寿命[5]。
(2)热锤锻模具钢
热锤锻是在高温下通过锤炼锻造即在猛烈的冲击使金属成型的方法。一般金属样件截面较大,可以锻造形状复杂的金属。所以要求模具钢具有好的耐高温性能,要有好的强度和硬度可以承受冲击而不至断裂。
热锤锻模具钢含碳量低,具有好的强度和硬度。加入一定量的铬,提高钢的耐蚀性,增强稳定性。加入锰元素或镍元素来提高钢的淬透性,钼(钨)[9]是最重要的元素,钼(钨)是难熔金属基元素,另外极大削弱了热锤锻模具钢的回火脆性,并且所有的热作模具钢都是以钼(钨)为基的合金材料[10]。
热锤锻模具钢的典型是5Cr06NiMo和5Cr08MnMo[11]。热锤锻模具的加工,成型应视最后要求的模具而定。比如,为保证有好的耐磨性所以提升硬度,但是过高的硬度会使钢材对热疲劳比较敏感,容易产生裂纹;而硬度过低,又不能保证模具钢的耐磨性,易发生变形。所以针对不同的模具选用不同材料的模具钢,小型,中型和大型模具对硬度的要求不尽相同[12]。
而锻模的各个部分的硬度要求也不一样,锻模模面的硬度要求较锻模模尾的硬度要求高,可以采用特殊的方法来降低模尾的硬度,提高韧性。
(3)热挤压模具钢
热挤压与热锤锻相比,热锤锻是短时间与金属表面接触,而热挤压是长时间与金属表面接触。所以要去热挤压模具钢具有好的耐高温性能,好的耐磨性能,能承受很大的应力应变而不至变形,一般热挤压模具较热锤锻模具小,主要合金成分为铬,钨,钼系列[13]。
铬系热挤压模具钢主要含有铬多谢,另外还含有其余合金化元素,保证了材料的强度,韧度。主要热处理工艺为淬火加回火,是热挤压模具钢的主要部分,适用范围广。
钨系模具钢含有较多的钨元素,世界上以H13[14]热挤压模具钢使用最为广泛,钨系模具钢与高速钢的成分类似。
钼系的模具钢性能介于上述两者之间,是一种综合性能好的模具钢。
1.2.2热作模具钢的激光修复
激光熔覆是改善材料表面组织与性能的方法之一,是用激光作为加热源,使熔覆粉末和基材一起熔化,形成冶金结合,在材料的表面形成新的表面的技术。自1974年Gnanamuthu[15]申请了激光熔覆技术专利以来,激光熔覆成为世界上的热门话题之一,研究取得众多进展,在生产生活上得到大量应用。我国也非常重视激光熔覆技术,在一段时间列为重点研究项目,并取得了突破性的进展,得到了质的飞越。激光熔覆具有以下优势:①激光熔覆较其他技术相比污染低,工艺简单;②可以定向选择区域进行熔覆,快捷精简,材料的使用率高,具有较好的综合性,一些零件可以进行关键点修复;③熔覆层与基材牢牢结合在一起,形成新的组织形貌,得到更优的组织和性能表面;④激光熔覆全自动化,无需手动操作,熔覆时间短,冷却速度非常快,是一种又快又高效的技术;⑤熔覆材料选择广,熔点与基材差别较大的可以利用激光进行熔覆。虽然我国激光技术发展迅猛,但高昂的设备,昂贵的维护成本还是令许多企业望而却步,另外其中出现的许许多多的问题也令专家头疼不已,所以激光熔覆这门技术我国还需要更长远的发展。
第二章 实验方案
2.1试验材料
2.1.1基体材料
5CrNiMo是热作模具钢,是使用最广泛的热锤锻模具钢之一。5CrNiMo热锤锻模具钢含碳量低,具有好的强度和硬度。另外加入一定量的铬,提高了钢的耐蚀性,增强稳定性。加入镍元素来提高钢的淬透性,油良好的淬透性。钼是最重要的元素,钼是难熔金属基元素,极大削弱了热锤锻模具钢的回火脆性。热处理工艺为淬火,且要保护模面和模尾,所以冷却介质为油,还要进行预热和预冷。
基材成分见表2.1尺寸为110mm×100mm×10mm
表2.1 5CrNiMo各成分含量(wt%)
相关图片展示: