ATV等速驱动半轴中间轴加工工艺及其夹具设计开题报告
2020-04-12 08:48:26
1. 研究目的与意义(文献综述)
1.1目的及意义
现代经济型轿车大都采用前轮驱动的布置型式,等速驱动轴是其中的关键部件之一,将发动机经变速箱输出的动力输出到车轮,从而驱动整车前进或倒退,其结构强度与工作性能的好坏直接影响到整车的工作可靠性。等速驱动轴一端与变速箱相连接,可以轴向滑动和摆动,称为移动节;另一端与轮毂单元相连接,不能轴向滑动,可以绕中心点摆动,称为固定节。现代经济型轿车大都采用前轮驱动的布置型式, 等速驱动轴是其中的关键部件之一, 将发动机经变速箱输出的动力输出到车轮, 从而驱动整车前进或倒退。等速驱动轴是汽车动力传动的关键部件, 其强度决定传动系统主要性能。其中中间轴连接两端的轴承,主要用来传递运动和扭矩。中间轴作为传动轴的关键部位之一,对提高整个汽车的动力性、操纵性都起着至关重要的作用。
目前常采用的中间轴加工的主要工艺流程为:车削→搓花键→切槽→淬、回火→探伤→喷塑(外协)。
2. 研究的基本内容与方案
2.1基本内容
(1)结合课题查找有关文献资料与学习工艺设计和夹具设计的相关知识;
(2)完成工艺和夹具的整体设计,撰写出开题报告(3000字以上);
(3)完成与课题相关的英文资料翻译(5000字以上);
(4)完成产品加工工艺设计和夹具结构设计;
(5)完成毕业设计说明书(12000字以上),完成折合不少于A2图纸4张,其中手绘图纸1张。
2.2目标
分析ATV9001等速驱动半轴产品,对中间轴零件加工工艺进行优化设计,并对各工序的夹具进行设计,满足图纸中的加工精度要求。
2.3拟采用的技术方案及措施
等速驱动轴主要由三个部分构成,分别为球笼式万向节、保持架和中间轴。其中我所负责的部分是对中间轴的加工工艺设计及其夹具设计。整个设计过程主要包括三个部分:零件的分析、工艺规程的设计、专用夹具的设计。
首先是零件分析方面,可根据零件图,从零件的作用及零件的工艺分析两方面进行考虑。
工艺规程的设计上的步骤如下:
(1)确定毛坯的制造形式,根据零件图所注明的材料以及生产量纲来决定毛坯的制造形式;
(2)进行基准的选择,包括粗基准和精基准的选择;
(3)进行工艺路线的制定,制定出若干个工艺路线方案后分析并选择其中最合理的方案采纳;
(4)确定机械加工余量、工序尺寸及毛坯尺寸;
(5)确定切削用量及基本工时;
由图1所示为等速驱动轴中间轴的零件图可知,轴的两端均有加工中心孔。中间轴加工中相关工序全部用中心孔定位安装工件,以达到基准统一,可保证各个加工面之间位置精度的要求。图中轴的外圆面、轴两端的花键均是以轴线为基准来确定的同轴度误差,因此必须以毛坯外表面为粗基准加工中心孔,之后再以中心孔为精基准,加工轴的外圆面和花键。由此可得出中间轴加工的基本工艺路线为:
加工中心孔→车削→搓花键→切槽
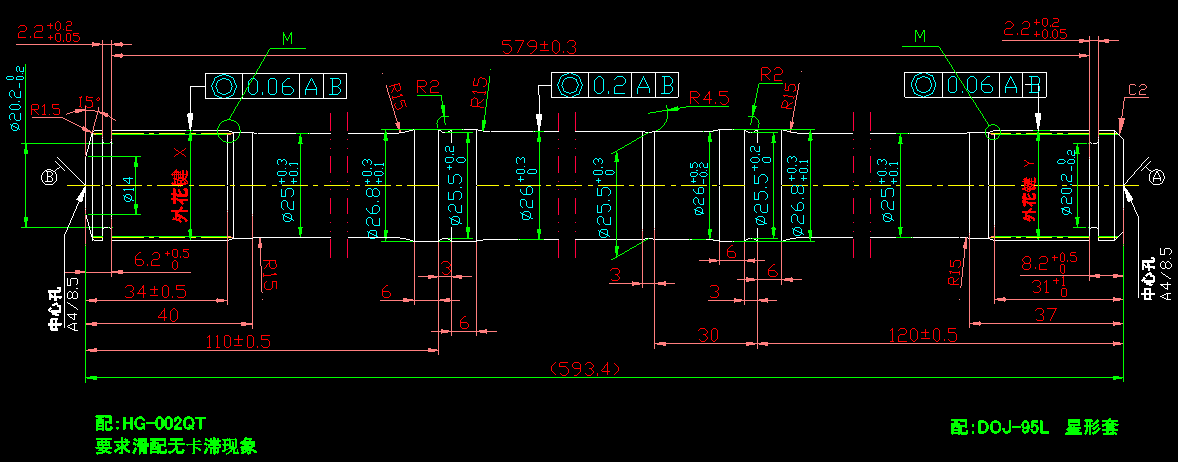
图1 等速驱动轴中间轴零件图
在加工细长轴时,一般是在车床上利用三爪自定心卡盘装卡,重复开车、停车和松夹细小工件,辅助工时较长,劳动强度大。来自兰州理工大学的易湘斌、常文春、唐林虎、焦爱胜、沈建成设计了一种可实现轴向定位自动定心的不停车车床夹具,如下图2所示。
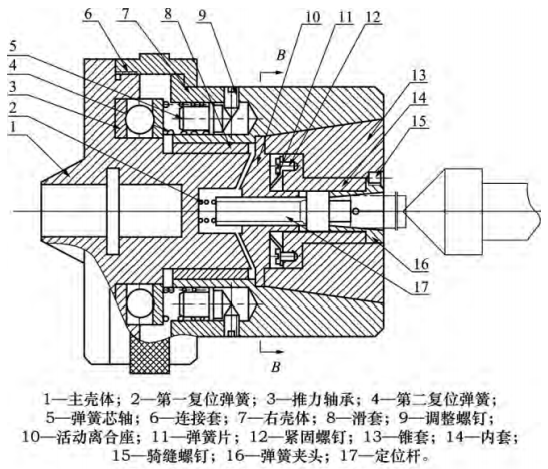
图2 轴向定位自动定心不停车车床夹具
加工时,工件左端外圆插入弹簧夹头6中,工件右端在顶尖的推动下左移,并推动右壳体7左移。当活动离合座10的锥面与主壳体1右端接触时,便可以传递切削力。
定位杆17与活动离合座10之间通过花键连接,如图3所示。
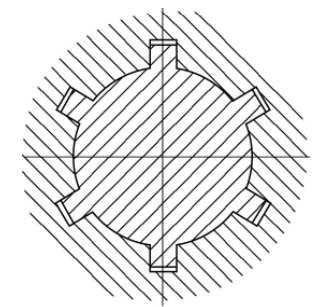
图3 活动离合座与定位杆的花键配合
这种夹具的优点在于装夹方便,且工件外径尺寸公差及安装误差转化为右壳体 7 和弹簧夹头 16 轴向的伸缩量被予以补偿。但是这种夹具仍有地方需要改进。
首先,该夹具只采用了2个复位弹簧4,可以改用4个复位弹簧4在右壳体7上均布,以进一步的提高定心精度。
其次,该夹具的弹簧芯轴5定位不可靠。该夹具的弹簧芯轴5是用调整螺钉9的锥面与弹簧芯轴5锥面间的接触进行定位,误差较大,可将调成螺钉9钉入弹簧芯轴5中,与右壳体7连接起来,保证弹簧芯轴5定位可靠。
最后,在松夹工件的过程中,连接套6与右壳体7之间会有较大冲击,为了减少冲击带来的损害,可在连接套6与右壳体7之间增加弹性垫圈。
3. 研究计划与安排
2018.3.23 查阅相关文献资料,完成开题报告,并完成英文文献翻译
2018.4.6 完成整体方案设计
2018.4.27 完成任务的结构设计与相关计算分析
4. 参考文献(12篇以上)
[1]张文涛,程百新,张松林.渐开线花键粗拉刀优化设计及拉削过程数值模拟[j].工具技术,2017,51(08):55-58.
[2]蔡学钦,宋国民.基于插齿加工的渐开线花键加工精度分析与改善[j].机床与液压,2016,44(14):158-161.
[3]卢曦.工艺强化后轿车等速万向传动轴材料扭转断裂研究[j].上海理工大学学报,2015,37(05):457-461 472.



