6061铝合金搅拌摩擦焊工艺及性能研究毕业论文
2020-04-07 14:04:50
摘 要
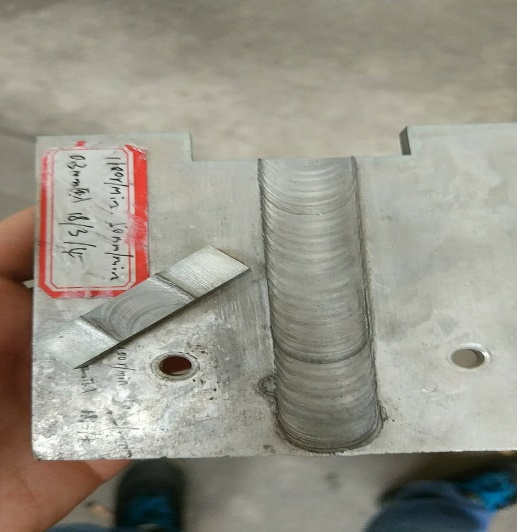
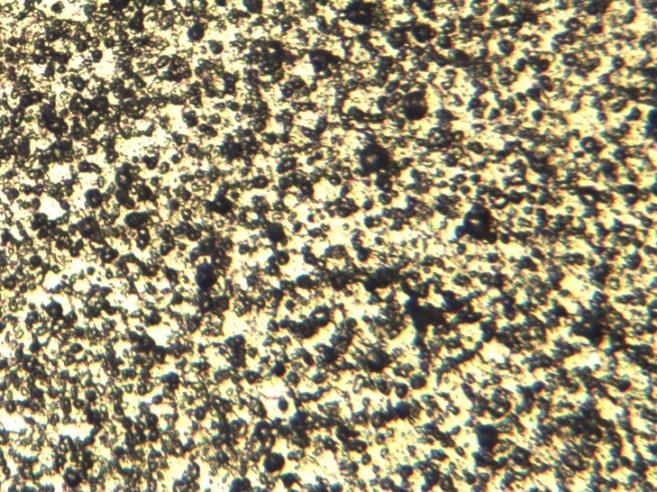
本文通过对6mm厚的6061铝合金搅拌摩擦焊,主要研究了搅拌头转速和轴肩下压量对接头的显微组织以及力学性能的影响。采用的转速分别为550r/min,930r/min,1460r/min,1860r/min,采用的轴肩下压量分别为0.2mm,0.3mm,0.4mm。研究结果表明当轴肩压入量为0.2mm试样会有小孔,轴肩压入量为0.4mm,会有飞边产生,而轴肩压入量为0.3mm时试样完好无缺陷,所以得到轴肩压入量为0.3mm是最佳工艺参数。金相实验结果表明,转速930r/min时,焊核区晶粒更加细小且没有孔洞缺陷;显微硬度试验结果表明接头显微维氏硬度值呈“马鞍”形分布,母材硬度最高,焊核区硬度次之,接着是热机影响区的硬度,热影响区硬度最低。拉伸试验结果表明当转速为930r/min时接头力学性能最好,抗拉强度可达184Mpa,为母材抗拉强度的61.1%,所以930r/min的搅拌头旋转速度最佳;。断口扫描电镜发现断口处存在很多大小不一的韧窝,且断口发生了明显颈缩,所以判断其断裂方式为韧性断裂。
关键词:6061铝合金,搅拌摩擦焊,轴肩压入量,搅拌头旋转速度
Abstract
Through the friction stir welding of 6061 aluminum alloy with 6mm thickness, the influence of the speed of the mixer head and the pressure of the shaft on the mechanical properties of the joint was mainly studied. The rotational speed is 550r/min, 930r/min, 1460r/min and 1860r/min respectively, and the axial shoulder pressure is 0.2mm, 0.3mm and 0.4mm respectively. The results show that the axial shoulder pressure is 0.2mm with a small hole, the axial shoulder pressure is 0.4mm, and there will be a flying edge, while the axial shoulder pressure is 0.3mm without defects, so it is the best process parameter to get the axial shoulder pressure of 0.3mm. The results of the metallographic experiment show that the grain of the weld core is smaller and has no hole defect when the speed is 930r/min, and the micro hardness test results show that the joint micro hardness value is "saddle" shape distribution, the hardness of the parent material is the highest, the hardness of the weld core area is the second, the hardness of the heat engine affected zone is followed, and the hardness of the heat affected zone is the lowest. The tensile test results show that when the speed is 930r/min, the mechanical properties of the joint are the best, the tensile strength can reach 184Mpa, which is 61.1% of the parent material, so the rotational speed of the 930r/min mixer is the best. Fracture surface scanning electron microscopy revealed that there were many dimples with different sizes at the fracture surface, and the necks contracted obviously, so the fracture mode was ductile fracture.
Key Words: 6061 aluminum alloy, friction stir welding, shaft shoulder pressing amount, rotation speed of stirring head.
目录
第1章 绪论 7
1.1 研究背景及意义 7
1.2 搅拌摩擦焊应用与发展 7
1.2.1 搅拌摩擦焊的应用 7
1.2.2 搅拌摩擦焊在中国的发展 8
1.3 搅拌摩擦焊的工作原理及特点 8
1.3.1 搅拌摩擦焊的工作原理 8
1.3.2 搅拌摩擦焊的优势 9
1.3.3 搅拌摩擦焊的不足 9
1.4 6061铝合金 9
1.4.1 6061铝合金的特点 9
1.4.2 6061铝合金结合搅拌摩擦焊的优势 10
1.5 选题的内容 10
1.5.1本文选题意义及研究的主要内容 10
1.5.2 采用的技术方案 10
第2章实验 11
2.1 实验材料和设备 11
2.1.1 实验材料及预处理 11
2.1.2 实验设备 11
2.2焊接实验 12
2.3 线切割实验 12
2.4 试样的打磨和抛光 13
2.5试样的腐蚀 13
第3章 实验结果及分析 14
3.1 金相组织观察结果及分析 14
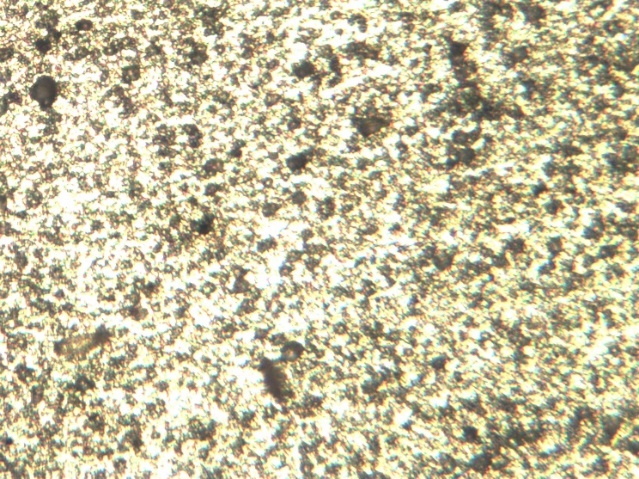
3.2 930r/min时搅拌摩擦焊接接头微观组织 15
3.2.1 母材微观组织 15
3.2.2 焊核区微观组织 15
3.2.3 热机影响区微观组织 16
3.2.4 热影响区微观组织 16
3.2.5热影响区和热机影响区处界面 17
3.3轴肩下压量的选择 17
3.4 铝合金搅拌摩擦焊接接头显微硬度 19
3.5 拉伸实验结果分析 19
3.6 扫描电镜观察结果分析 20
第4章 全文总结 22
致 谢 23
参考文献 24
第1章 绪论
1.1 研究背景及意义
搅拌摩擦焊是工件之间的摩擦运动的结束产生的热量,从而达到热塑性状态后,锻造,焊接,然后迅速地完成的一种方法。是英国焊接研究所在1991发明的新的焊接技术。除了具有电弧焊等其他焊接方法的优点还有其他独特的优势,可以在不同的位置和接头形式多种多样进行焊接连接,自成立以来,一直受到人们的关注。尤其是挪威已建造世界第一台搅拌摩擦焊设备,可以焊接厚度为3至15毫米的厚度和尺寸6×16铝船板,1998年美国波音航空和导弹防备实验室采取了搅拌磨擦焊焊接部件;该技术由麦道公司出产的三角洲火箭的燃料槽扶植。FSW最初首要是处理铝合金熔点低的焊接难题,对搅拌磨擦焊的特色和利用有钻研的TWI,在1993年、1995年申请了发明专利。现在,TWI与航空、航天、海洋、交通、铝焊接厂等大型企业结合,以救济的形式或合作开发这类技术,扩展其利用规模。对于搅拌摩擦焊的钻研,TWI还与美国洛克希德马丁航天公司,马歇尔太空飞行中心,美国海军学院,德克萨斯大学,达特茅斯学院,阿肯色大学,南卡罗来纳大学,德国斯图加特大学,澳大利亚阿德莱德大学研究所划分不同角度对FSW举行专门研究。
在材料焊接方面,铝合金的焊接被钻研的很多。铝合金是一种高强度材料,可以在飞机、汽车和船舶等构造中被利用,让这些构造的重量降低,并使得它们的整体机能得到提高。但是,因为它们的熔点低,它们的比重和它们的热传递系数低,易产生气孔缺陷等问题,甚至裂痕和变形可能在熔化过程当中发生。与此同时,因为焊接加热时性能会下降,连接铝合金时常常使用机械或铆接连接,从而限制了在飞机、机动车辆、船舶等运用铝合金等结构。使用FSW既可以克服铝合金熔焊的缺点,又可以让焊接接头机械性能不会下降,已经可以用此焊接技术焊接将近75mm厚的铝合金板。现在,对FSW铝合金连接研究的所涉及接头形式包括对接接头、搭接接头、型接头、角接头等,并成功地应用FSW 焊接镁合金、不锈钢、铁等异种材料。另外,还展开对关于有无损检测、有限元分析、极限条件、界面复合物 、疲劳等方面的课题的深入探讨。在FSW设备上,美国的MTS公司已经出产型号不同的FSW设备,其中,PDS 搅拌摩擦焊机能进行三坐标控制操纵,在平板上实现曲线焊接;还装有可控伸缩探针,可以使FSW过程当中的尾部匙孔难题迎刃而解。美国公司为了实现铝合金挤压型材和板材的焊接还制造出带有真空夹紧装配的FSW设备[1]。
1.2 搅拌摩擦焊的应用与发展
1.2.1 搅拌摩擦焊的应用
在航空工业中的应用:航天工业长期以来一直追求轻量化的目标,例如选择飞机机翼,火箭坦克和其他油箱的设备,就采用相对于较高强度的铝合金材料。 对航空业来讲,波音是第一家实现搅拌摩擦焊实际产品的公司,波音公司指出,搅拌摩擦焊技术已经实现了熔焊的有效替代并取得了巨大成功,基于太空的运输工具如太空船和航天飞机进行高强度的铝合金连接和油箱生产加工都得到了实现。在航空业 美国的月蚀航空公司在摩擦搅拌焊接技术研究方面取得了显著成果,并在20世纪90年代后期开始引起轰动,摩擦焊接技术在飞机制造中的应用领域进行了研究,并于2002年获得了飞行认证。
在汽车工业中的应用:21世纪以后,TOWER和其他公司在汽车工业中引入了摩擦焊接技术,取得了许多成功,包括铝合金车身,悬挂支架,发动机支架和合金轮毂。与此同时,TWI和德国宝马公司也进行了一系列关于在汽车车身制造中使用摩擦搅拌焊接技术的研究,包括车轮,底盘,油箱等的焊接以及燃料和其他组件。在欧洲发达国家,摩擦搅拌焊接技术被普遍用于制造铝制汽车零部件。
在轨道工业中的应用:在轨道工业产业中,日本日立公司首先在制造铝车身面板时运用了摩擦搅拌焊接技术。 瑞典Sapa公司和日本轻金属公司已经实现了摩擦搅拌焊接技术在地铁车辆模块化铝部件焊接中的应用。 在当今世界,铁路车辆的高速安全性和噪音降低等严格要求,结构性铝合金材料已被用于特别适用于摩擦焊接的大型铝挤压件。 当时,包括日立,西门子,阿尔斯通等在内的全球领先的轨道车辆制造商推出了用于生产铝合金车体的搅拌摩擦焊技术[2]。
1.2.2 搅拌摩擦焊在中国的发展
中国一直坚持“改革开放”发展模式30多年,发展取得显著进展,2013年,中国国内生产总值(GDP)超过德国,日本等其他发达国家。仅次于美国。然而,基于资源消耗和投资的经济发展模式已经显示出颓势,并产生了诸如资源浪费和环境污染等诸多不好的影响,因此,我们必须改变经济增长方式,使得中国经济的持续高效发展 。摩擦搅拌焊接是一种具有里程碑意义的焊接技术。该焊接技术从根本上解决了轻质合金材料的焊接工艺问题,并提供了轻质材料(如铝,铝合金等)的高质量,绿色和低应变(非熔化)固相连接。世界各地的交通工具越来越向轻量化发展,中国的交通运输业也正在经历前所未有的增长,并已成为铝合金材料用量最大的国家。搅拌摩擦焊具有许多优点:焊接铝合金质量高,效率高,绿色节能,提高密封质量,也降低生产成本,提高国家铝合金产品的国际竞争力。中国的发展和搅拌摩擦焊的推广是时代的召唤,这是我们这一代的使命和责任[3]。
1.3 搅拌摩擦焊的工作原理及特点
1.3.1 搅拌摩擦焊的工作原理
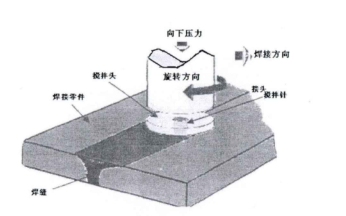 原理见图1所示,在焊接时搅拌针要旋转插入到粘接材料表面,搅拌头和被焊材料间的摩擦剪切阻力产生摩擦热,在靠近搅拌头区域的材料变软,从而使得材料热塑化,焊接不仅可以通过摩擦表面之间的摩擦产生热量,而且还可以防止在高转速下旋转头对焊缝塑化金属从焊缝区飞溅出去。随着搅拌头的移动,在材料的塑性变形后的物料向搅拌头的背后流动时,搅拌头后方的冷却后就变成焊缝了[4]。
原理见图1所示,在焊接时搅拌针要旋转插入到粘接材料表面,搅拌头和被焊材料间的摩擦剪切阻力产生摩擦热,在靠近搅拌头区域的材料变软,从而使得材料热塑化,焊接不仅可以通过摩擦表面之间的摩擦产生热量,而且还可以防止在高转速下旋转头对焊缝塑化金属从焊缝区飞溅出去。随着搅拌头的移动,在材料的塑性变形后的物料向搅拌头的背后流动时,搅拌头后方的冷却后就变成焊缝了[4]。
图1搅拌摩擦焊原理图
1.3.2 搅拌摩擦焊的优势
(1)生产成本可降低,搅拌摩擦焊是一种简单、有效、经济、无焊接连接方法的完善连接方式。通用机床(比方说铣床)能利用该技术实现焊接,能量除了混合头产生和所耗损的电能在焊接过程当中,没有别的能量产生,而且不用保护气体及焊丝,焊前坡口也不用设置,并且不需要处理试样表面氧化层,搅拌摩擦焊是完全机械化的焊接,易于实现产品和产业批量生产的自动化,在焊接过程中,金属材料基本不熔化,使焊接位置可以全方位进行[5]。
(2)在搅拌摩擦焊过程的可控性。是一种彻底机械化焊接和连接技术,可达到正确控制输入焊接的热量的目的。焊接的好坏只取决于搅拌头形状和焊接参数,因而可以控制精度。
(3)焊接过程当中没有烟尘和污染产生,也没有飞溅物,工人可以在良好的工作环境下工作。
(4)焊前清理工件表面不用清理,过程简单,时间短[6]。
1.3.3 搅拌摩擦焊的不足
FSW过程是一个热能和机械能混合作用的过程,通常在焊缝的下面刚性支撑,所以在焊件不允许刚性支撑进行焊接时,会有很多困难。搅拌摩擦焊进程也没有机械运动不适合那些空间比较窄,要焊路径是相对繁杂的工件的焊接。
FSW进程必须经由焊接过程中主轴向焊接工件施加较大的锻压力,而且随着焊接质料的厚度增长,需要的锻压力也就要越大(从几十千牛到上百千牛)。然后核心问题就是在维持很大的锻压力的情况下,怎样才能保证设备的稳定性,特别是对用于实现长大部件FSW焊接的动龙门式装置,难题更加凸出 。
FSW焊接时,搅拌头的前端搅拌针扎入工件内部,在结束焊接时,随着搅拌头的向上提升,将会在工件的焊缝末端留有与搅拌针相对应的凹坑-匙孔,这将造成焊缝的不完整,很多情况下都需切割去除,而且在进行环焊缝焊接时,匙孔问题处理起来更为繁琐。
1.4 6061铝合金
1.4.1 6061铝合金的特点
6061铝合金是经热处理预拉伸工艺加工的高品质铝合金产物,,其强度不比7XXX和2xxx系高,,但因为包含的镁、硅合金多,具备杰出的加工特性,出色的焊接优点,良好的耐腐蚀作用和可以电镀,高韧性和加工后稳定性、致密完好,容易抛光,易于着色,良好的氧化性。平时我们生产的铝产品主要用在各种客车、绳、导体和家用电器如冰箱、空调、电饭煲还有传输用的电缆等方面。然而,铝合金在材料表面会产生致密氧化层和电弧焊接方法大变形又阻碍了其推广[7]。
1.4.2 6061铝合金结合搅拌摩擦焊的优势
铝合金经常使用的焊接方式是钨极惰性气体保护焊(TIG 焊)和熔化极惰性气体保护焊(MIG 焊),但这些方式存在着很多焊接问题[8] ,比如容易造成铝合金零件焊接后因为应力过于集中导致严重变形,或者因为焊缝气孔、夹渣、未焊透等问题,致使焊缝金属出现裂纹或材质松散等现象,使得产品质量及使用寿命受到较大的影响。但搅拌摩擦焊对薄板铝合金来讲,是一个很好的解决方案。铝合金作为 FSW 最开始使用的焊接材料,也是近几年研究 FSW 涉及最多的材料。目前,应用搅拌摩擦焊 FSW 成功连接的材料有全系列Al 合金[9] ,并且和熔化焊相比较,搅拌摩擦焊接技术有着无法比拟的特色及优点。在金相方面,有固相连接、金属元素完好、连接的地方冶金性能好、尺寸十分稳定、微观构造均匀无断裂等优势;在环境要求方面,具有无需保护气、表面不用清理、节省耗材等优势。搅拌摩擦焊接技术能提高材料使用率,且只需激光焊接能量的 2.5%,充分节约了能源[8]。所以研究6061铝合金通过搅拌摩擦焊后工艺性能变化很有必要!
1.5 选题的内容
1.5.1本文选题意义及研究的主要内容
通过文献调研了解搅拌摩擦焊的研究现状,熟练掌握6061铝合金材料的性质,性能及搅拌摩擦焊的优势与缺陷, 针对6mm 厚 6061 铝合金板,进行搅拌摩擦焊工艺参数对接头成形质量与性能的方向研究。轴肩下压量主要影响接头成形,搅拌头转速和焊接速度主要影响接头质量,通过改变上述一次参数,观察并分析接头成形和抗拉强度的变化情况。然后再通过深入研究6061铝合金板进行搅拌摩擦焊后其工艺及性能的变化,得到结论,使搅拌摩擦焊在焊接合金方面得到更好推广的作用。
1.5.2 采用的技术方案
把能够直接控制的工艺参数称为一次参数,包括:搅拌头形状和尺寸、搅拌头转速、焊接速度、轴肩下压量、搅拌头倾角;把摩擦热、温度场、位移场等受一次参数影响,不宜直接控制和测量的参数,称为二次参数。一次参数对焊接质量的影响存在交互作用,单独考虑一次参数的变化不能获得良好的接头质量,还需分析试验参数的相互影响。本次试验中主要变量为一次参数,包括:搅拌头转速、焊接速度和轴肩下压量,其他条件不变。通过设置这三个参数,获得不同的焊接接头,观察接头成形情况并对其进行拉伸试验。得到无明显缺陷的接头进行金相观察和相关力学试验,考虑到经济问题,所以本次试验设置的变量只有轴肩下压量,和搅拌头转速通过控制变量法来完成本次试验。
第2章实验
2.1 实验材料和设备
2.1.1 实验材料及预处理
图2 6061铝合金板
实验材料如上图2所示,实验前的准备:首先用砂纸对要进行搅拌摩擦焊进行简单的打磨,使其表面无明显杂质即可,由于铝合金极易氧化,所以在焊接前务必将待焊面用砂纸将表面的氧化膜清除,然后用乙醇进行表面处理,目的就是乙醇可以溶解有机杂质。其次还可以降低干燥的温度,有利于对易分解易升华物质的干燥。然后等待几分钟后用纸擦拭铝合金板便可。
2.1.2 实验设备
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: