流变学在半固态金属工艺中的意义:概述外文翻译资料
2021-12-19 21:54:51
英语原文共 12 页
流变学在半固态金属工艺中的意义:概述
Omid Lashkari, Reza Ghomashchi
摘要
本文旨在强调流变学在半固态金属(SSM)加工中的意义。综述了几种工艺和冶金参数的影响,如剪切速率,剪切时间,保温时间,浇注温度,初生相固相率及其形态,尺寸和分布,对SSM合金表观黏度的影响。介绍了各种黏度测定方法,并给出了表征SSM浆料微观结构和黏度值的典型路线的潜力。
关键词:半固态金属; 显微; 流变; 黏度
1 介绍
自20世纪70年代早期开始实施半固态金属(SSM)加工概念以来[1],尽管“S2P”在过去的16年,1990年至2006年的两年一次的国际会议中,流变学问题一直被简要地解决,并未被认为是SSM研究工作的一个组成部分。也许,这个概念在冶金观点和冶金学家中既不是那么清晰也不是熟悉的表达。流变学是处理材料同时变形和流动的物理科学的一部分。它涉及可变形体的力学,并且在应力 -应变 - 时间关系方面定量表达,其受到包括温度在内的一系列工艺参数的影响。
物质的流变行为和性质有时可能随着时间或持续变形而表现出相当大的变化[2]。这些变化可逆或不可逆地发生。在流变学中通常包括固体和液体破碎或破裂成较小的区段或液滴以及颗粒或液滴的重新结合和黏合,“ 凝聚 ”,以形成连续体和团[3]。剪切流动是流变学中一种重要的变形类型,可以看作是一个过程,在这个过程中,无限薄的平行平面在一组刚性卡片中相互滑动。
有了这种简单的定义,材料的流变性和机械性能的相互关系与材料的黏性和糊状态下的变形行为密切相关。
2 黏度
黏度是半固态金属合金流变学的主要参数,在液态金属[4],[5]和固体强度模量[6]中起着与“流动性”概念相当的重要作用。黏度表明SSM填充模具的能力,并确定材料变形和流动所需的力[7]。根据最近的一些评论文章,黏度测定被确定为材料流变学研究的合适途径[8],[9],[10]。
理想的黏性体表现出流动,流速是应力的函数。一种最重要的流动方式是剪切。理想的黏性体不能长时间承受应变,因为它可以通过流动缓解。当然,极其黏稠的材料可能会在相当长的一段时间内表现出弹性应变; 相对于可观流动所需时间而言较短的时期。无论主体的几何形状和变形如何,流动总是以层流剪切的形式出现。
根据牛顿第一定律[2],黏度是一个常数,表明动量通过物质体扩散的能力,公式(1);
(1)
其中V是动量速度,tau;是剪切应力,eta;是黏度和是剪切速率。此外,它是一个参数,显示材料的黏塑性行为,并根据理解变形行为的标准解释黏性流动特性[7]。
在牛顿流体中,黏度eta;是常数,但对于非牛顿流体,它是流体物理性质和测试条件的函数,包括粒度和分布,微观结构退化,温度,剪切力和剪切速率。
在金属制品的大规模生产者眼中,黏度知识相当于模具填充特性,因为较低的黏度会使材料更好地通过模具[11],[12],[13]。在模拟软件中黏度总是用作流动性预测的输入参数[14],[15],[16]。较低的黏度会在机器压力较低,废品和废料减少的情况下生产较薄的薄壁组件 [17],[18]。
3 SSM材料
通常所有类型的材料,其凝固在一定温度范围内延伸,糊状区域,适合于SSM加工。对于具有宽的凝固范围和树枝状生长的金属合金尤其如此[8],[9],[10]。糊状区域同时包含固相和液相,“ 糊状”。更广泛的凝固范围被转化为更容易和更可控的“ 糊状 ”。具有窄凝固范围或单点转变的合金如共晶合金可能不是SSM加工的[19],[20]。
Spencer[21]等人是在固化Sn-15%Pb的连续热撕裂试验中最先发现了金属合金经SSM处理的能力。他们发现有破碎树枝状合金的剪切树枝状合金具有较低的黏度,在室温下接近油黏度。这种简单而重要的概念为铸造工程师开辟了新的前沿,通过所谓的流变铸造和触变成型工艺,可以在较低温度下制造近似或网状零件[17]。流变铸造基于直接浇铸糊状物,浆料,同时凝固正在进行中。然而,触变成形和触变成型处理将原料材料再加热至糊状态温度并将再加热的合金注入闭模,触变铸造和触变成型或开模,触变成形[7],[22]。
金属合金“流变行为”的流动和变形完全取决于黏度,黏度本身随冶金和工艺参数而变化。以下简要说明了两组参数对SSM浆料黏度的影响。
4 冶金参数
SSM合金对黏度有影响的最重要的冶金特性如下。
4.1 固相率
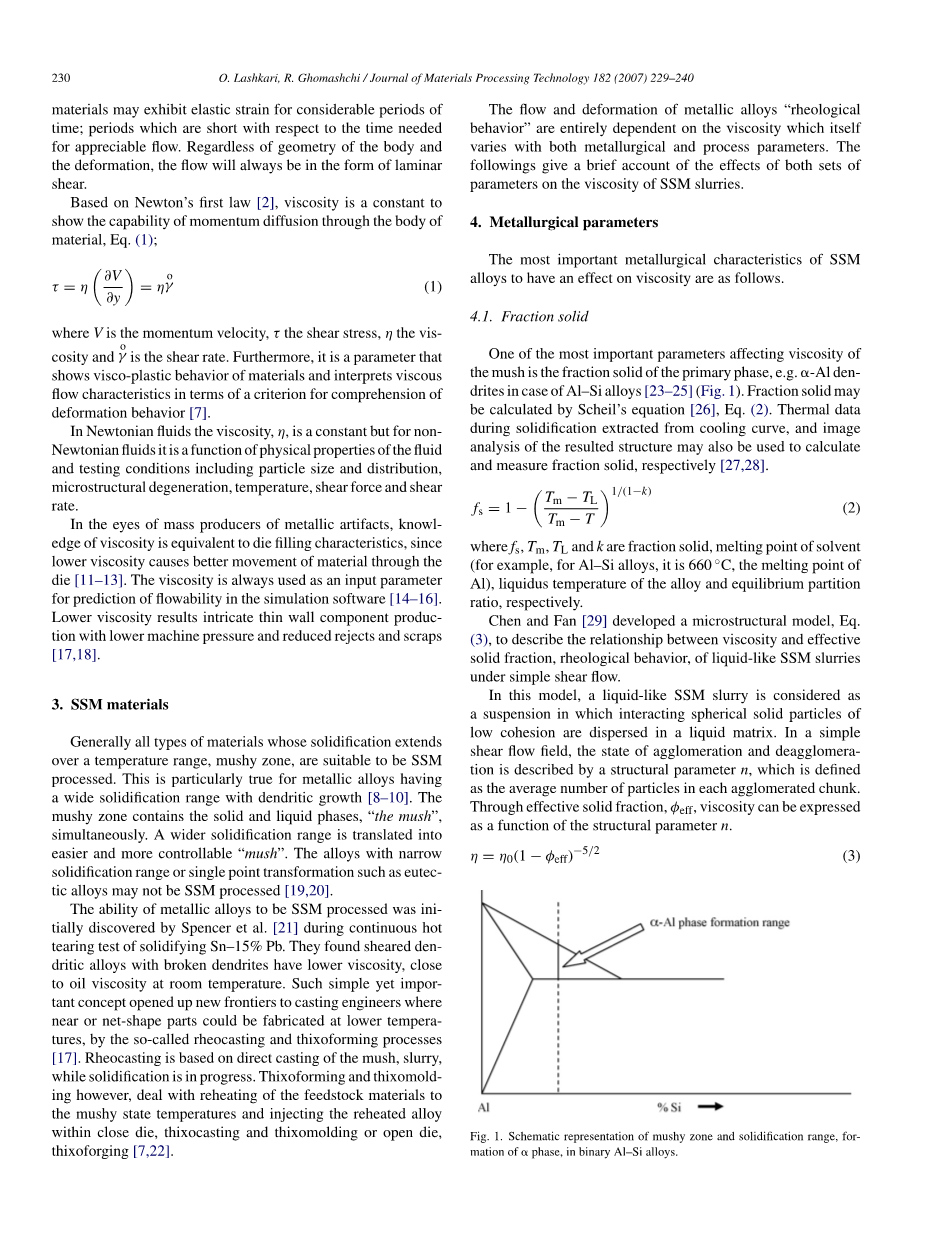
影响糊状物黏度的最重要的参数之一是初生相的固相率,例如在Al-Si合金中的alpha;-Al枝晶[23],[24],[25](图1)。固相率可以通过Scheil方程[26]计算,公式(2)。从冷却曲线中提取的凝固过程中的热数据,以及所得结构的图像分析也可以分别用于计算和测量固相率[27],[28]。
(2)
其中fs, Tm, TL 和 k分别是固相率,溶剂的熔点(例如,对于Al-Si合金,它是660 ℃,Al的熔点),合金的液相线温度和平衡分配比率。
图1 二元Al-Si合金中糊状区和凝固范围,alpha;相形成的示意图
Chen和Fan [29]开发了一种微观结构模型,公式(3),描述了在简单剪切流动下液体状SSM浆料的黏度与有效固相率,流变行为之间的关系。
在该模型中,液体状SSM浆料被认为是悬浮液,其中低内聚的相互作用的球形固体颗粒分散在液体基质中。在简单的剪切流场中,凝聚和解聚集的状态由结构参数n描述,结构参数n定义为每个凝聚块中的平均颗粒数。通过有效的固体部分,,黏度可以表示为结构参数n的函数。
(3)
有效固相率给出为;
(4)
其中eta;是瞬时黏度,液体基质的黏度,A是与填充方式有关的模型参数,随填充密度的增加而减小 ,n是结构参数和是实际固体部分和夹带的液体部分的总和,即有效固相率。
公式(4)表明有效固体部分受实际固体部分,附聚物尺寸和团聚块中的填充模式的影响。有趣的是从式(3)中半固态浆料的黏度是液体基质黏度和有效固相率的直接函数。流动条件仅通过改变有效固相率间接影响黏度。
如图2所示,黏度随固相率的增加而稳定上升,直至枝晶相干点(DCP)[30],之后突然增加。随着凝固的进行,糊状区域内的固体和液体都会移动以补偿凝固收缩,但在凝固过程中有一个点,固体不再容易移动,已凝固的部分趋于发展强度,形成3D实体骨架,这是枝晶相干点,它标志着在凝固过程中从大量进料到枝晶间进料的过渡。
图2 黏度随固相率在不同DCP点的变化示意图
在SSM加工中,由于熔体内的强制对流或浅温度梯度,DCP被推迟。由于模具内温度分布更均匀,强制对流引起的浅温度梯度,搅拌引起的树枝状晶体的分解以及碎片树枝状晶体的多向生长,促进了等轴晶粒的形成,从而将黏度的快速上升推迟到较高的固相率。
4.1.1初生相形态
初生相的形态对半固态金属浆料的流动行为有显着影响[8],[9],[10]。据发现在相同固相率下树枝状结构表现出比等轴结构大约高几个数量级的流动阻力[31]。事实上,球状颗粒比枝晶相更容易相互移动,枝晶相在外力、流动阻力的作用下往往相互连锁[21],[32],[33]。此外,自SSM加工研究开始以来,非树枝状结构赋予了有趣和有用的流变学特征,如假塑性和触变性。因此,充分认识颗粒形态对流变行为的影响不仅具有科学意义,而且对新SSM工艺的发展具有重要意义。表1显示了当前作者在A356合金的不同微观结构中测量的黏度值。图3显示了归因于表1的黏度值的显微照片。
表1 不同初始压力下的对数黏度值(logeta;)和A356的微观结构,0.33固相率,平行板压缩法(Pa s)[31]
图3。与表1中的黏度数有关的不同微观结构特征[31]。
4.2 粒度和分布
预计在更精细的微观结构中具有更好的流动性,因为更容易移动并且颗粒之间的碰撞更少,黏度更低[8],[9],[10]。目前作者通过对SSM A356的一系列流变学测试来研究这些问题[34]。表2显示了对于不同的初生alpha;-Al粒度获得的结果。通过对流变学测试坯料制备的样品进行图像分析来测量颗粒的实际尺寸。
表2 不同初始Al粒度SSM坯料的黏度值(Pa s)[34](平行板压缩黏度测定)
半固体浆料中单个和分离颗粒的均匀分布是研究人员的另一个重要问题。液体基质中的悬浮颗粒总是倾向于聚集。这种趋势随着外力作用于半固态糊状物而加剧。固体颗粒之间的动态相互作用导致在半固体浆料内形成块状物,团聚颗粒并使得糊状物的流动更加困难。在黏性力的影响下一段时间后,在凝聚和解聚集过程达到平衡,其中黏度变化达到稳定状态并观察到颗粒的均匀分布[35],[36],[37],[38],[39],[40]。
4.3 合金化学和浇注温度
溶质元素对减小晶粒尺寸和因此改善铸态产品的机械性能的影响是公认的事实[41]。合金化学成分直接影响糊状区初级阶段凝固的百分比。
通常认为,少量添加合金元素会干扰晶粒生长,并提供新核形成所需的条件,即促进更细晶粒的形成。溶质在凝固前沿之前形成富集的边界层,其中实际温度低于凝固温度,构成过冷区[2]。成分过冷是树枝状生长的原因。换句话说,通过控制合金化学成分,可以控制溶质元素的类型和百分比,构成过冷,从而控制初生相,树枝状或等轴生长的生长速率和形态[42]。
浇注温度或过热是影响凝固过程中初生相演变的重要参数之一。几位研究人员近年来研究了浇注温度对铸态半固态金属微观结构的影响。低过热度有助于在浆液中建立较小的温度梯度,从而促进等轴生长[43],[44],[45],[46]。
小温度梯度消除了熔体中的定向热提取,并防止在糊状物中形成枝晶[26]。这是在最近引入的SSM工艺中控制初生相形态的有效方法,因为浆液的搅拌不再是促进球状形态的主要因素[11],[47],[48]。图4显示了本文作者报道的浇注温度对356 Al-Si合金微观结构演变的影响[46]。
图4 光学显微照片显示浇注温度对Al-Si 356合金微观结构的影响[46]
Lashkari和Ghomashchi[31]已经展示了A356合金在不同初始施加压力下通过压缩工程应变-时间图(图5)控制浇注温度的微观结构演变。这些图表证实了过热对铸态坯料的微观结构演变的重要性,并清楚地显示了在较低温度下浇注的坯料的更大变形,其中在SSM浆料内形成更多的球状初生相微粒。
图5在不同的浇注温度下铸造并在595 ℃ 下测试的SSM钢坯应变-时间图
(a)4.8 KPa,(b)11.2 Kpa
5 工艺参数
除了SSM合金的冶金特性外,工艺参数如温度或剪切速率也会影响黏度,从而影响SSM浆料的流动行为。简要讨论以下工艺参数。
5.1 剪切应力(力)和速率(tau;,)
施加的剪切力是影响SSM浆料黏度的最重要因素之一。它在浆料内产生层流或湍流,并引起枝晶的崩解和枝晶碎片的聚集或解聚集,这是初生相微粒精细分布的主要驱动力。施加的剪切力最终可以在SSM浆料中的团聚和解聚集现象之间建立某种平衡,“稳态”,并防止形成大块颗粒;大块颗粒是SSM浆料在模腔内流动的主要障碍。SSM浆料的术语“表观黏度”用于表示稳态流动的黏度,并随剪切速率和固相率而变化(图6))。然而,在达到平衡之前,黏度具有瞬态[10]并且在不同的剪切速率或固相率下变化(图7)。
资料编号:[4386]



