热冲压综述外文翻译资料
2022-07-31 14:41:50

英语原文共 16 页,剩余内容已隐藏,支付完成后下载完整资料
热冲压综述
摘要
通过热冲压(也称为加压硬化)生产具有所需性能的高强度钢部件需要对成形工艺的深刻的了解和控制。以这种方式,最终部件属性可以根据不同的工艺参数及其相互作用而变得可预测和可调。除了常规冷成型的参数之外,热和微结构参数使热冲压期间的机械现象的描述变得复杂,这对于该成型方法的所有物理现象的解释至关重要。
在这篇文章中,回顾了热冲压的热,机械,微结构和技术领域的最新技术。描述了从坯料加热到热冲压和随后的进一步处理对所有工艺顺序的研究。现有作品的调查显示,形成依赖相变,整个过程中的连续流动行为,机械和几何部件性质之间的相关性以及某些先进工艺的工业应用领域存在差距。本次审查旨在深入了解成型工艺背景,并展示了在钣金成型领域进一步研究和创新的巨大潜力。
关键词
热冲压 ;高强度钢 ;22MnB5
1.介绍
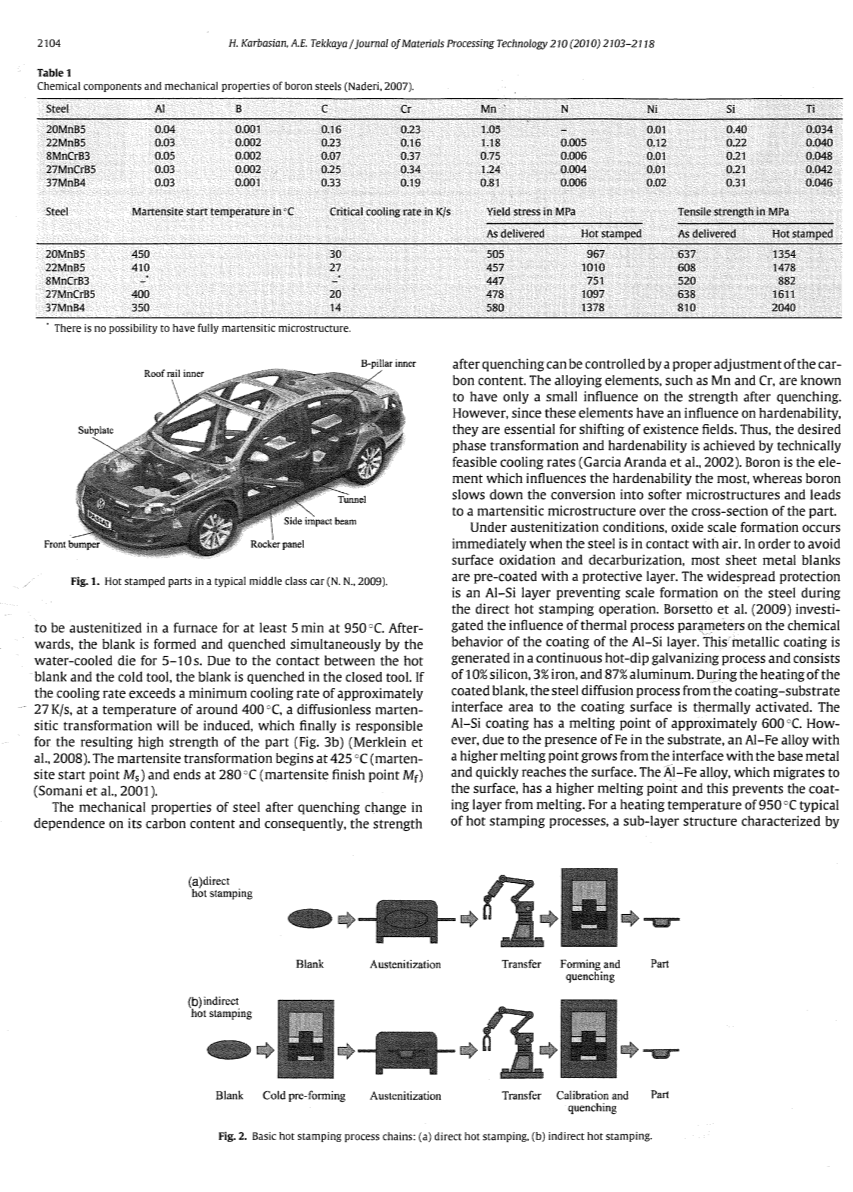
由于需要降低车辆重量,提高安全性和耐碰撞性,因此需要从超高强度钢制造汽车结构部件(Aring;kerstrouml;m,2006)。热冲压开发并申请专利(GB1490535,1977)由一家瑞典公司(Plannja),即用于锯片和割草机刀片的过程。1984年,萨博汽车公司(ABA)是第一家为Saab 9000采用硬化硼钢部件的车辆制造商(Berglund,2008)。生产部件的数量从1987年的300万件/年增加到1997年的800万件/年。自2000年以来,汽车已经使用了更多的热冲压零件,2007年的生产零件数量已经达到1.07亿件/年( Aspach,2008)。汽车行业应用的热冲压部件是底盘部件,如A柱,B柱,保险杠,车顶导轨,摇杆和隧道(图1)。
热冲压工艺目前存在两种不同的主要变型:直接和间接热冲压方法。在直接热冲压过程中,将坯料在炉中加热,转移到压机中,随后在封闭的工具中形成并淬火(图2a)。间接热冲压工艺的特征在于使用几乎完全的预成型部件,其在奥氏体化后仅在压机中进行淬火和校准操作(图 2b)(Merklein等人,2008)。材料中完全马氏体相变导致拉伸强度提高至1500MPa。
本文包括对热冲压研究的综述。首先介绍热冲压中使用的工件材料。然后,描述了热冲压工艺链中工艺步骤的特点。最后,介绍了热冲压部件的后续加工以及具有定制性能的部件的制造。本文包括热冲压领域的实验和数值调查。
2.材料和涂层
Naderi对超高强度钢的研究表明,22MnB5,27MnCrB5和37MnB4钢种(表1)的硼合金是在使用水冷工具时在热冲压后产生完全马氏体组织的唯一钢种(表1)(Naderi,2007)。在这里,22MnB5钢是热冲压工艺中最常用的钢种。最初,该材料表现出拉伸强度为约600MPa的铁素体 - 珠光体组织。在热冲压工艺之后,组件最终具有总强度约为1500MPa的马氏体组织(图3a)。为了实现这种微观结构和硬度转变,坯料必须在950℃下在炉中奥氏体化至少5分钟。之后,坯料通过水冷模具同时形成并淬火5-10秒。由于热毛坯和冷工具之间的接触,坯料在封闭的工具中淬火。如果冷却速度超过约27K / s的最小冷却速度,则在约400℃的温度下,会引起无扩散的马氏体相变,这最终导致部件的高强度( 图 3b )(Merklein等人,2008)。马氏体转变在425℃(马氏体起始点Ms)开始,在280℃(马氏体终点M f)结束(Somani等人,2001)。由于热毛坯和冷工具之间的接触,坯料在封闭的工具中淬火。如果冷却速度超过约27K / s的最小冷却速度,则在约400℃的温度下,会引起无扩散的马氏体相变,这最终导致部件的高强度( 图 3b )(Merklein等人,2008)。马氏体转变在425℃(马氏体起始点M s)开始,在280℃(马氏体终点M f)结束(Somani等人,2001)。由于热毛坯和冷工具之间的接触,坯料在封闭的工具中淬火。如果冷却速度超过约27K / s的最小冷却速度,则在约400℃的温度下,会引起无扩散的马氏体相变,这最终导致部件的高强度( 图 3b )(Merklein等人,2008)。马氏体转变在425℃(马氏体起始点M s)开始,在280℃(马氏体终点M f)结束(Somani等人,2001)。在约400℃的温度下,将引起无扩散的马氏体相变,最终导致部分的高强度( 图 3b)(Merklein等人,2008)。马氏体转变在425℃(马氏体起始点M s)开始,在280℃(马氏体终点M f)结束(Somani等人,2001)。在约400℃的温度下,将引起无扩散的马氏体相变,最终导致部分的高强度( 图 3b)(Merklein等人,2008)。马氏体转变在425℃(马氏体起始点M s)开始,在280℃(马氏体终点M f)结束(Somani等人,2001)。
淬火后钢的力学性能根据其碳含量而变化,因此淬火后的强度可以通过适当调节碳含量来控制。已知合金元素如Mn和Cr对淬火后的强度影响很小。然而,由于这些元素对淬透性有影响,因此它们对于转移存在领域至关重要。因此,通过技术上可行的冷却速率实现期望的相变和淬透性(GarciaAranda 等,2002)。硼是影响淬透性最多的元素,而硼减慢了转化为较软的微结构并导致在该部分的横截面上的马氏体微结构。
在奥氏体化条件下,当钢与空气接触时立即发生氧化皮层形成。为了避免表面氧化和脱碳,大多数金属板坯被预涂覆有保护层。广泛的保护是在直接热冲压操作期间防止钢上的结垢的Al-Si层。Borsetto等ensp;(2009)研究了热处理参数对Al-Si层涂层化学性能的影响。该金属涂层在连续热浸镀锌工艺中产生,由10%硅,3%铁和87%铝组成。在涂覆的坯料的加热期间,从涂覆 - 基板界面区域到涂层表面的钢扩散过程被热激活。Al-Si涂层的熔点约为600℃。然而,由于在基板中存在Fe,因此具有较高熔点的Al-Fe合金从与母材的界面生长并迅速到达表面。迁移到表面的Al-Fe合金具有较高的熔点,这防止了涂层熔化。对于典型的热冲压工艺的950℃的加热温度,出现了以化学Al-Fe百分比的交替变化为特征的亚层结构( Borsetto等人,2009)。在直接热冲压过程中,这种保护层防止了鳞片的形成。由于与室温下的初始状态下的基材相比,Al-Si层的成形限度较低,热浸镀铝板不能用于间接工艺,不适用于冷成型。该涂层不提供阴极保护,如锌,但具有高屏障保护。类似于冷成型部件,对于热冲压部件,阴极保护是理想的。汽车行业的这些要求可以通过阴极保护的金属涂层(如锌)来满足。在加热和热冲压期间,热镀锌锌层与基材反应形成金属间锌铁相。为了最小化涂层中的微裂纹扩展到基材中,热镀锌22MnB5只能用于间接热冲压。热冲压后,必须通过喷丸硬化除去氧化层,以避免涂料粘附不良。对于另一个的22MnB5建立保护性涂层为x-TE
全文共9349字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[142846],资料为PDF文档或Word文档,PDF文档可免费转换为Word



