Q345R厚板焊接残余应力数值模拟研究开题报告
2020-02-10 22:44:51
1. 研究目的与意义(文献综述)
在化工、炼油、医药等行业中,压力容器几乎成为生产中的主要设备。压力容器作为一种特殊设备,是要由国家设置专门机构进行安全监督的,由于其操作介质、操作工况复杂,它的事故发生率要高于一般机械设备,且一旦发生事故,往往出现泄漏、爆炸、火灾,造成人身伤亡、环境污染、装置停产等严重后果和危险。因而,对于压力容器的设计、制造、检验、安装、管理等环节 提出了越来越高的要求。 压力容器各部件之间的连接大多采用焊接的方法,相关数据统计表明,压力容器的破坏大多发生在焊缝周边区域[1-2]。焊接过程由于高度集中的瞬时热输入作用,温度场极不均匀。焊接高温区域受热膨胀,但受到其他金属作用无法自由膨胀,将形成较大的热应力,并随着焊接过程中温度、时间的改变而变化,最终形成焊接应力,而焊接残余应力是缺陷产生的主要因素之一。
目前获得焊接残余应力的方法主要有试验法以及数值模拟法[3-7]。压力容器因其使用功能的特殊性,对于材料的选用有较为严格的要求,且所采用板厚一般较大。国内关于大型构件残余应力的实验较少,其采用的测量方法大多是破坏性的小孔实验[8],只能测量局部位置的残余应力,且容易受设备状态、环境因素等的影响。采用数值模拟的方法能较为准确且直观的获得结构内部残余应力的大小及分布。
大型厚壁结构的数值模拟较为困难,工程量大,但因其具有实用价值,受到了国内外学者的关注。万晋等采用数值模拟的方法,利用高斯分布的热源模型模拟出球罐环焊缝焊接残余应力场,结果显示球壳的内外表面最大残余应力均发生在热影响区处且最大残余应力值可能超过q345r的屈服极限[9]。杨永春等基于有限元分析软件msc.marc,研究了初期应力对q345厚板多层多道焊接残余应力的影响,研究结果表明,初期应力对远离焊接区域的残余应力数值大小和分布都有影响[10]。chaohua zhanga等采用数值模拟和试验的方法研究了q390厚板焊接t型接头时角变形和残余应力并提出了减少、消除角变形的方法[11]。
2. 研究的基本内容与方案
2.1 基本内容
1、对采用Q345R钢的压力容器外侧排架接管与筒体焊接结构进行合理简化;
2、对模型件进行焊道及焊接热源简化,建立三维模型;
3、模拟焊接结构三维焊接残余应力场及应力分布状态。
2.2 研究目标
1、掌握大型结构焊接残余应力的高效数值计算方法;
2、采用数值模拟技术,研究Q345R厚板对接接头中残余应力的大小及分布。
2.3 技术方案
1、本课题采用数值模拟的方法研究外侧排架接管与筒体焊接时残余应力的大小及分布,所采用材料为Q345R,板厚40mm。此结构采用对接形式,开不对称K型坡口,坡口的形状及尺寸示意如图1。本课题采用的焊接方法为MAG焊,焊缝共有14层焊道,焊接顺序为先完成外表面坡口的焊接,然后再
焊内表面坡口(图2),焊接工艺参数见表1。
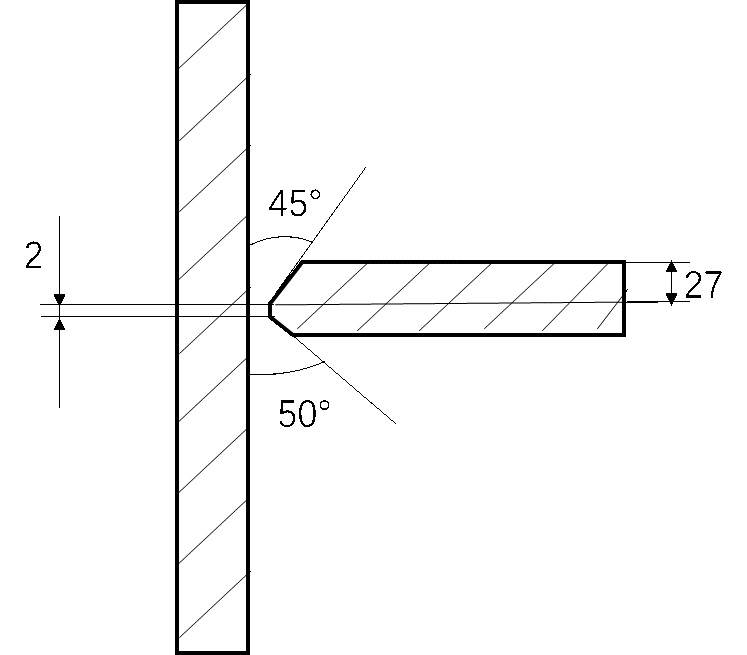
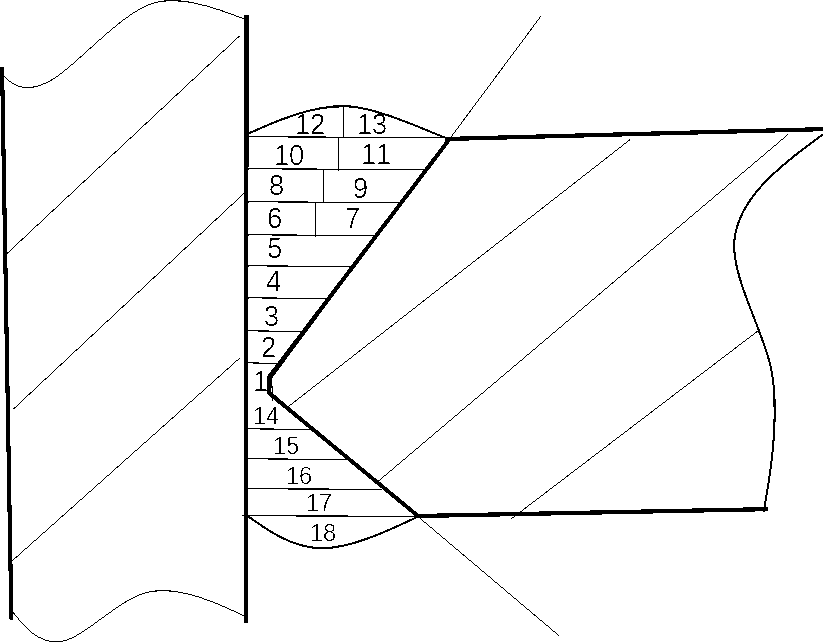
图1 坡口形状及尺寸示意图 图2 模型焊道分布示意图
表1 焊接参数
| 焊道分布 | 焊接电流I / A | 焊接电压U/V | 焊接速度v/(m/h) |
| 1/12~13/14/18 | 350 | 25 | 26 |
| 2~11/15~17 | 400 | 27 | 26 |
2、对焊接结构进行合理简化后,利用CAD软件绘制模型,将模型导入ANSYS软件中划分网格,设定边界条件、材料参数后进行计算。先进行热分析,再以热分析的结果为基础进行残余应力分析。由于焊接结构整体较大,直接建立模型,计算较为困难。此处对三维模型进行焊道和焊接热源简化,在保留结构特征的基础上尽量提高计算效率。
3. 研究计划与安排
第1-3周:查阅相关文献资料,完成英文翻译。明确研究内容,了解研究所采用的软件和方法。确定技术方案,并完成开题报告。
第4-8周:建立热传导模型,分析热源辐射范围,对大型件进行结构简化;在cad软件中绘制模型图。
第9-13周:将模型导入ansys软件进行网格划分等操作,计算分析焊接结构中的应力大小及分布。
4. 参考文献(12篇以上)
[1]华平. 在用球罐裂纹缺陷统计[j]. 装备制造技术, 2013,11: 151-162.
[2]洪朝, 费东辉, 王志渊, 等. 在用球罐裂纹缺陷的统计分析[j]. 中国特种设备安全, 2012,28(5): 46-47.
[3]逯世杰, 郑乔, 张超华, 等. 不同有限元软件对q390厚板焊接残余应力和变形预测精度与计算效率的比较[j]. 机械工程学报, 2019, 1-12.



