轧机的结构设计与制造毕业论文
2020-05-31 20:37:43
摘 要
随着社会不断的发展,海洋工程材料的需求日益增加,而普通的工程材料无法在海洋环境下使用,因此研发耐海水腐蚀钢筋具有重要的意义。轧机的结构设计是耐海水腐蚀钢筋的研发中重要的组成部分。本文设计和制造用于热轧复合螺纹钢的轧机,采用铸铁轧辊,延伸孔型设计为圆孔—椭圆孔—成品孔型系统,圆孔到椭圆孔与椭圆孔到成品孔的延伸系数都约为1.2。轧机线速度达3m/s,产能≥3t/h。通过盐雾试验和着色探伤实验,螺纹钢和螺栓缺陷出现部位都集中于纵向褶皱、螺纹钢横肋根部、螺栓螺牙根部和顶部等开裂或破裂部位。因此需要对轧机的结构参数进一步优化。
关键词:轧机 孔型设计 复合螺纹钢
Design and Manufacture of Rolling Mill
Abstract
Along with the development of the society continuously, the demand of the Marine engineering materials is increasing, and general engineering materials can't be used in marine environment. Therefore, the research and development of seawater corrosion resistant steel bar is of great significance. The structural design of rolling mill is an important component of the development of seawater corrosion resistant steel bars. In this paper, a mill for hot rolling compound thread steel is designed and manufactured, and cast iron roller is adopted. The pass design is circular hole ellipse hole finished product pass system, and the extension coefficients of the circular hole to the elliptical hole and the elliptical hole to the finished hole are approximately 1.2. Rolling mill line speed up to 3m/s, and the capacity is greater than or equal to 3t/h. Through salt spray test and dye flaw detection experiment, the defects of the threaded steel and the bolt are concentrated on the longitudinal fold, the root of the cross steel rib, the root and the top of the screw bolt. Therefore, it is necessary to optimize the structural parameters of the rolling mill.
Keywords:Rolling mill;Pass design;Composite screw steel
目 录
摘 要 I
Abstract II
目 录 III
第一章 绪论 1
1.1引言 1
1.2 螺纹钢轧制工艺及设备现状 1
1.3 螺纹钢轧机的组成和功能 2
1.4 复合螺纹钢轧制工艺简介 3
1.5 复合螺纹钢工艺设计要求 3
1.6 复合螺纹钢轧机设计要求 4
1.7 论文研究目的和意义 4
第二章 螺纹钢轧机设计 5
2.1 复合螺纹钢轧机功率设计 5
2.2 轧辊的选材和设计 5
2.3 孔型及导卫设计 6
2.3.1 孔型设计的主要内容和相关要求 6
2.3.2导卫设计 11
2.4 轧机总成设计 11
第三章 热轧复合螺纹钢新产品简介 14
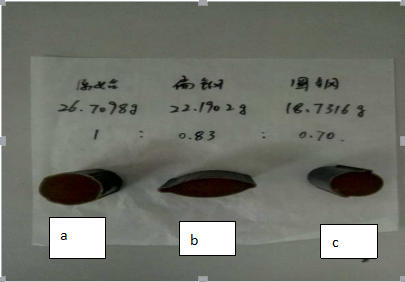
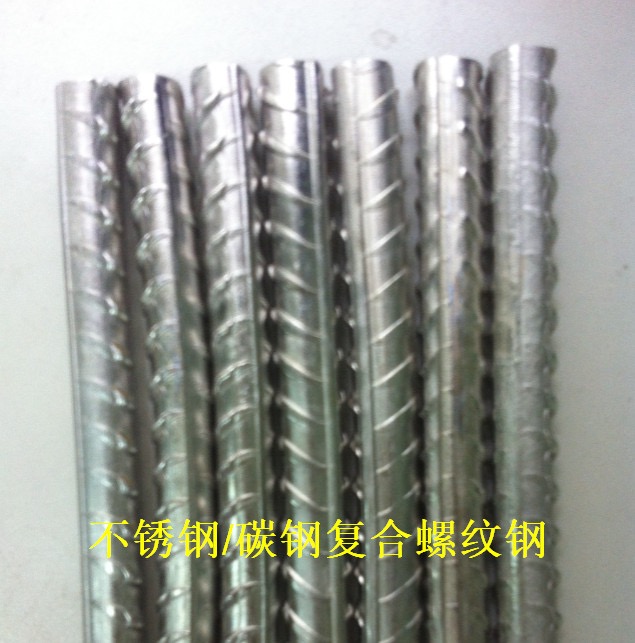
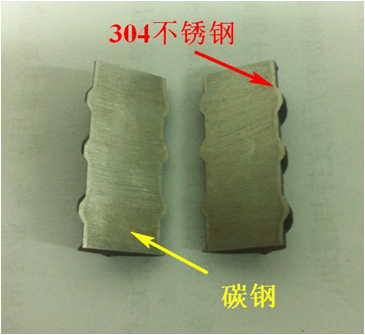
3.1双金属螺纹钢 14
3.2双金属复合螺栓 15
第四章 复合螺纹钢与螺栓性能检验 17
第五章 结论与展望 19
5.1 结论 19
5.2 展望 19
参考文献 20
致 谢 21
第一章 绪论
1.1引言
热轧带肋钢筋是螺纹钢的俗称,它的显著特征是表层带肋,通常有两条纵向的肋与顺着它的长向平衡遍布的横向的肋。横向分布的肋它们的外部显现的形状有螺旋形状的横肋和月牙形状的横肋以及人字形状的横肋,而在国内规定的是月牙形状作为相关标准[1]。除此之外,带肋钢筋普遍应用在各类建筑结构,而它普遍运用公称直径(D)毫米(mm)数来体现规格,螺纹钢公称直径在经过大量经验积累与实际结合,得出与横向截面积(S)相等的光圆钢筋的公称直径相差无几,钢筋公称直径是6~50mm。
随着社会主义市场经济的飞快发展,国家的基础设施如房屋、道路、桥梁及重要能源、交通等项目得到飞速发展。当前,我国正处在经济飞速发展阶段,固定资产投资和宏观经济将维系连续快增长[2]。是对于绝大多数发展中国家发展很快的行业——建筑,在经济全球化的影响下,在建筑这个行业的用钢需求量肯定是会获得飞一般的增长,其中螺纹钢将是最大建筑适用的钢材,随着钢铁工艺技术的进步,螺纹钢将会不停地换代更新,研发出性能更优质的产品,更加适应社会用户不同的技术要求,其在国家经济发展中发挥越来越重要的作用[3]。
1.2 螺纹钢轧制工艺及设备现状
螺纹钢生产主要的工艺流程如下图1-1所示[4]:
定尺剪切
盘卷精整
加热
棒材轧机
高线轧机
收集打捆
打捆
称重挂牌
称重挂牌
入库
入库
转炉
连铸
精炼
铁水
电炉
图1-1 螺纹钢生产主要的工艺流程图
目前,国内各大钢厂生产棒线材由于其产量大、品种多,大多数采用全连续轧制和切分轧制生产工艺这样既可实现高产量,同时也能生产多规格多品种的棒线材对于年产5万吨螺纹钢生产线建设工程,若采用全连续轧制生产工艺,不仅会造成设备负荷率的极大降低(同一终轧速度,轧机负荷率不到20%)[5],还会造成因为轧线设备的增加而使生产成本增加,在项目的投资中将造成比较大的浪费。所以,全方面考虑后可以选用半连续式轧制和切分轧制生产工艺。
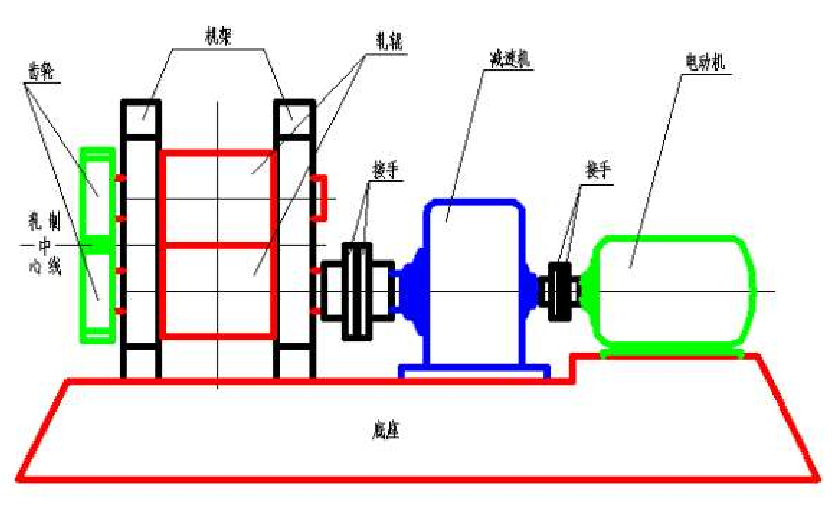
1.3 螺纹钢轧机的组成和功能
螺纹钢轧机中孔型与导卫装置作用不言而喻。
相关图片展示: