数控磨齿机床主轴箱传动系统三维建模毕业论文
2020-07-15 21:18:46
摘 要
随着我国工业的快速发展,特别是2015年以来国家提出《中国制造2025》发展战略以来,制造业作为国民经济的发动机,正渐渐得到国家的重视,到2018年,改革开放已经快40年,过去这段时期,我国制造业持续快速发展,形成种类齐全、独立完整的产业体系,不过关键技术还落后西方工业强国。国内很多工程机械对齿轮的要求越来越高,滚齿、剃齿等传统加工工艺不能满足未来对于齿轮的要求,很多国内齿轮加工企业开始引入磨齿这一工序来提高齿轮的精度。
成形磨削能很好地完成齿轮的磨削加工,达到工艺要求,为了降低机床的设计成本,缩短设计的时间,利用计算机辅助设计技术,通过计算机软件制作并进行实物设计、分析与参数优化,可提高加工质量与效率,作为磨齿机关键部分的主轴系统,其加工零件的精度直接影响产品的质量,市场上大都是采用电主轴来减轻传统的齿轮传动带来的加工误差,但为了最大程度减小主轴误差,对数控磨齿机主轴箱进行三维建模分析。
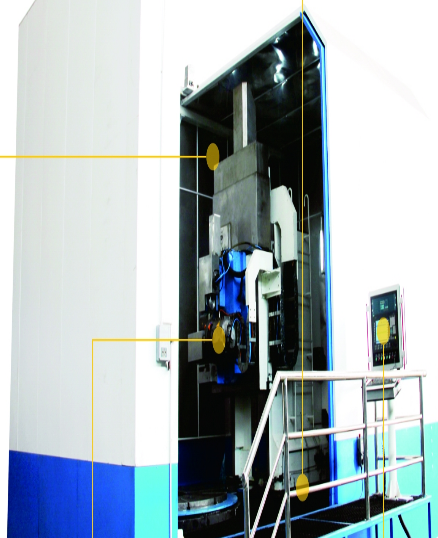
本文研究的对象是南京工大数控有限公司SKMC系列数控成形磨齿机。文章开头介绍国内外磨齿机的发展情况与主轴系统的发展,然后对SKMC系列磨齿机性能特点与参数进行介绍,对主轴箱进行参数设计与校核,吗, 最后通过Pro/e软件对主轴箱进行建模与装配,并通过分解图了解各零件在主轴箱中的相对位置。
关键字:磨齿机 主轴箱 三维建模 传动系统
Three-dimensional Modeling of Spindle Drive System of NC Grinding Machine
ABSTRACT
With the rapid development of China's industry, especially since the country put forward the development strategy of “Made in China 2025”, the manufacturing industry has gradually gained the attention of the country as the engine of the national economy. By 2018, reform and opening up has been almost 40 years. In the past period of time, China’s manufacturing industry continued to develop rapidly, forming a complete, independent and complete industrial system. However, key technologies still lag behind Western industrial countries. Many domestic construction machinery have higher and higher requirements for gears. The traditional machining processes such as hobbing and shaving do not meet the requirements for future gears. Many domestic gear processing companies have begun to introduce grinding gears to improve the accuracy of gears.
Forming grinding can well complete the grinding process of gears and achieve the technical requirements. In order to reduce the design cost of the machine tool and shorten the design time, computer-aided design technology is used to create and carry out physical design, analysis and parameter optimization. The machining quality and efficiency can be improved. As the spindle system of the key part of the gear grinding machine, the precision of its machining parts directly affects the quality of the products. Most of the spindles in the market use the electric spindle to reduce the machining error caused by the traditional gear transmission, but in order to reduce the error of the spindle and perform three-dimensional modeling analysis on the headstock of the CNC gear grinding machine.
The object of this article is the Nanjing Industrial University CNC Co., Ltd. SKMC series CNC forming grinding machine. The article begins with introduction of the development of gear grinding machines at home and abroad and the development of spindle systems. Then it describes the performance characteristics and parameters of the SKMC gear grinding machines, and design and check the parameters of the spindle heads. Finally, the Pro/e software is used to model and assemble, and an exploded view shows the relative position of each part in the headstock.
Key Words: Grinding machine;Spindle box;3D modeling;Transmission system
目录
数控磨齿机床主轴箱传动系统三维建模 I
摘要 I
ABSTRACT II
目录 IV
第一章 绪论 1
1.1 课题背景和意义 1
1.2 磨齿加工介绍 2
1.2.1 展成磨削 2
1.2.2 成形磨削 3
1.3 成形磨齿机国内外现状 4
1.3.1 磨齿机国内外发展 4
1.3.2 主轴系统国内外发展 5
1.4 本文课题内容 6
第二章 SKMC数控成型磨齿机 7
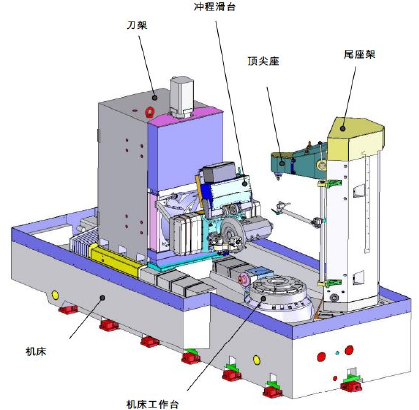
2.1 磨齿机的整体布局 7
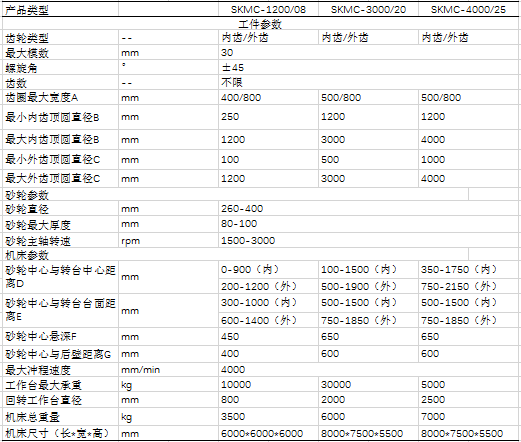
2.1.1 技术参数 7
2.1.2机床结构与坐标系 8
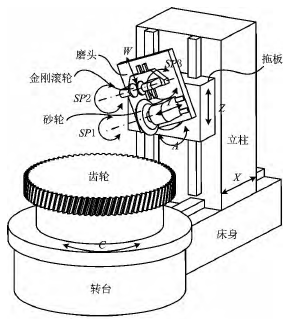
2.2 磨齿机加工原理 9
2.2.1 往复式成形磨削 9
2.2.2 连续修整成形磨削 9
2.2.3 缓进给磨削 10
2.3 磨齿机特点 10
2.3.1 精密进给技术 11
2.3.2 精密转台技术: 11
2.3.3 主动精密制造与误差补偿技术 12
2.3.4 机械化动态优化设计 12
2.4 磨齿机功能应用 12
第三章 主轴箱参数设计 13
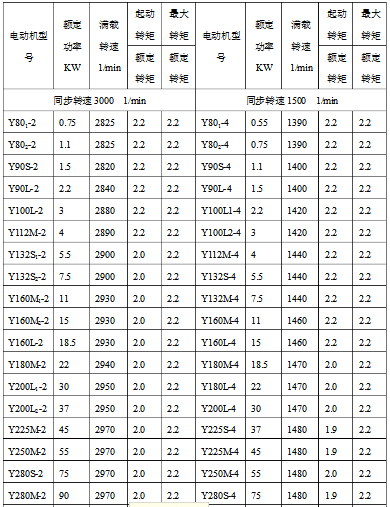
3.1 电机选型 13
3.1.1 初始参数 13
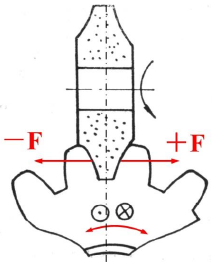
3.1.2 磨削力计算 13
3.1.3 磨削功率计算 14
3.1.4 确定型号 14
3.2 电主轴设计 16
3.2.1 电主轴直径 16
3.2.2 轴的结构工艺性 17
3.3 轴承的选择 18
3.3.1 滑动轴承 18
3.3.2 滚动轴承 19
3.4 成本分析 19
第四章 主轴箱零件的实体建模与装配 21
4.1 实体建模技术 21
4.1.1 Pro/e软件简介 21
4.1.2 二维图纸三维化 21
4.2 主要零件的建模 23
4.2.1 箱体建模 24
4.2.2 主轴建模 24
4.2.3 修正电机支架建模 25
4.2.4 其余零件建模 26
4.3 磨齿机主轴箱装配 27
4.3.1 软件的装配与分解命令 27
4.3.2 装配主轴箱 28
结语与展望 31
参考文献 32
致谢 34
第一章 绪论
1.1 课题背景和意义
自第一次工业革命以来,机器生产开始在各行各业取代人力,社会科学技术的发展,推动着机械技术不断革新,进入二十世纪后,计算机的出现,带来更大的变革,数控机床的出现,成为推动制造业快速发展最强大的动力,1952年,麻省理工学院率先成功研制出世界上第一台数控机床[1],数控机床的出现,大大减少了劳动力,同时提高了生产的效率;我国数控技术起步于二十世纪五十年代,经过不断引进外国技术与国家专项项目的研究,取得了不错的进步,从2003年开始,我国已经成为世界上机床需求量最大的国家,每年进口的机床数量一直位于所有国家之首[2]。起步晚与没有经验,加上西方国家对我们机床技术出口的限制,使得很多高端技术必须依靠国内研究者自主专研,这造成我国数控机床无论在生产、还是机床系统方面落后与西方强国十年左右时间。数控成型磨齿机的研发与制造,能够生产出特殊要求的精密齿轮,对我国军事与民用方面具有很大的意义。
制造齿轮的工艺路线有两种:1、欧美路线(齿轮精度高,制造成本高)滚齿(插齿、锻齿)→热处理→磨齿;2、日本路线(齿轮精度满足要求,成本低)→滚齿(插齿、锻齿)→剃齿→热处理[3]。我国采取。的方式借鉴日本,同时加上合适的工艺流程。当今世界范围内齿轮制造逐渐由传统模式改为“塑性加工→热处理→磨齿”的方式,由于热处理后齿轮精度会降低,在汽车行业和许多行业无法满足要求,磨齿工艺的重要性显得尤为重要。我国自研的机床在质量、精度、稳定性、速度、可靠性还存在差距,机床上各个构建部件设计质量的优劣对整个机床运转有很大影响,其中,主轴系统对数控伺服系统起到决定性作用,在实现齿轮磨削过程中起直接作用,砂轮装置对安装在转台上的齿轮直接进行磨削加工,它的磨削稳定性、精确度等直接决定齿轮的使用性能,对其研究不可忽略。
1.2 磨齿加工介绍
首先,齿轮共有13个精度等级,用数字0~12由低到高的顺序表示,0级最高,12级最低,下表1-1列出不同机械传动中所采用的精度等级。
相关图片展示: