14075A型冷弯辊压成型机三维设计毕业论文
2020-04-12 16:47:50
摘 要
随着沉睡许久的东方巨龙的慢慢复苏,为经济水平和科学技术的蓬勃发展提供着助推力。伴着这股开放发展的春风,人民的物质需求也日益提升,冷弯成型产品亦如腾云驾雾般在工业生产、日常生活中得到越来越多的使用。纵使各式各样的新型材料如雨后春笋般涌现,钢材仍旧是材料王国中一支不可忽视的力量。而综合了塑性力学、金属材料学、机械制造工艺学等多门学科,再辅以计算机技术和数控技术等高新技术的冷弯技术在冷弯成型方面的进步显著。其中的冷弯辊压成型机默无声息地茁壮成长着。
在涉及辊弯成型的生产线中,每一个道次的机架都是一个“自力更生”的独立单位,它是由计算机通过控制系统对电机进行控制,从而使电机在数控程序的驱使下促使轧辊进行横向的运动,通过调整使每架道次轧辊买次的旋转角度及位置都有所差异从而改变通过其中的冷弯型材横截面形状,最终获得型材所需要的形状。
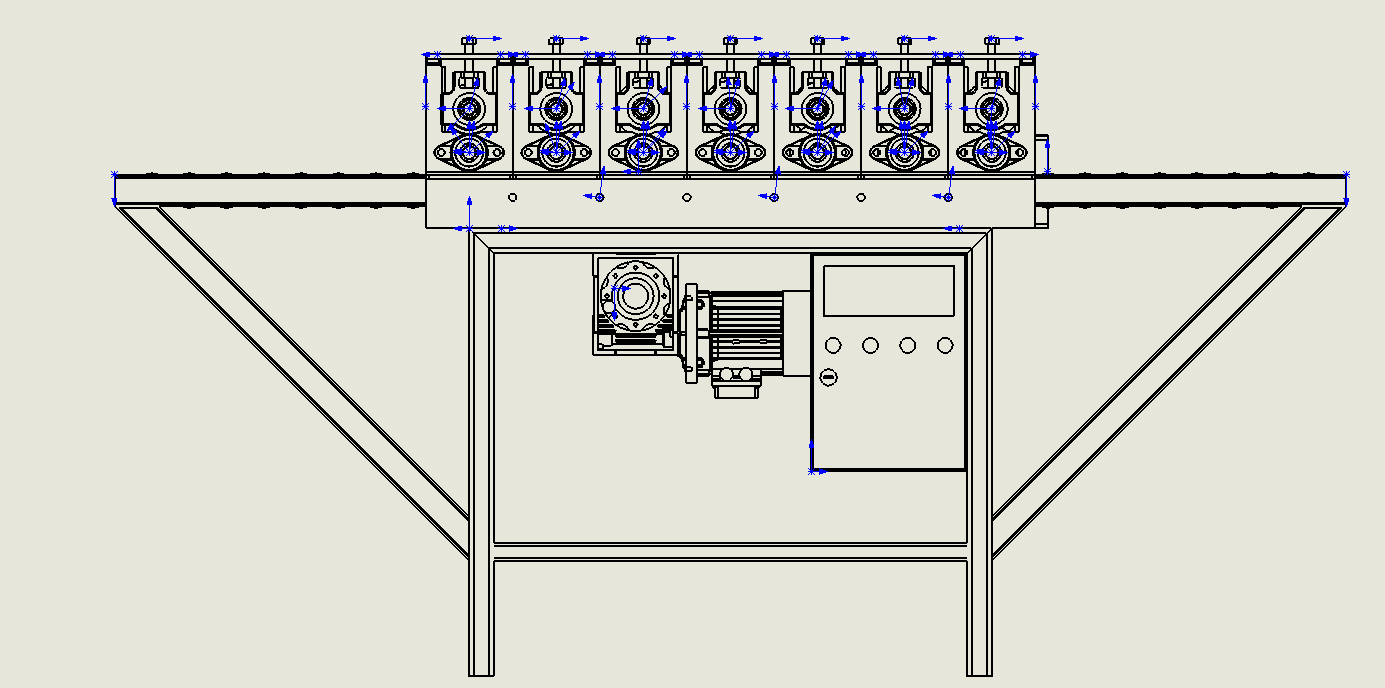
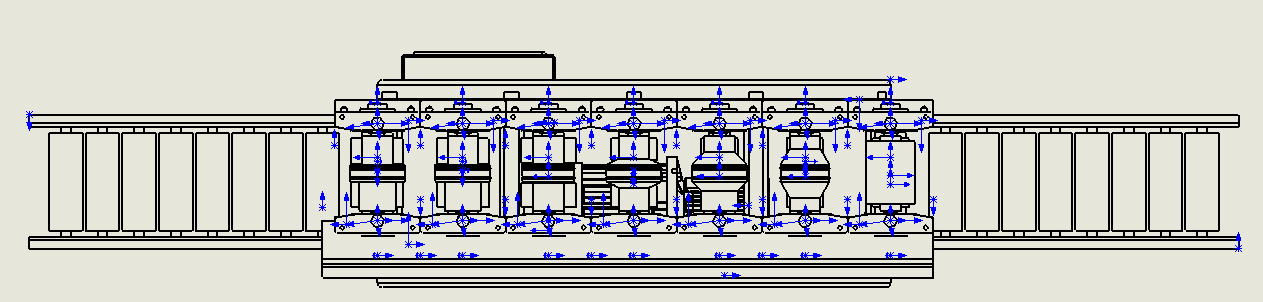
冷弯辊压成型机体对高强薄钢板进行7工位冷弯加工处理,将薄钢板逐步冷弯加工成C型结构,通过伺服电机和数控系统实现成型速度和成型量进行控制,与冷弯机冲压头配合实现不同构件的连续生产,本设计根据冷弯辊压成型机工作原理和实际样机资料进行其三维设计。
关键词:冷弯技术 辊压 辊压成型 冷弯成型
Abstract
With the gradual recovery of the Oriental Dragon, the economic development and the development of science and technology are flourishing.Accompanied by this spring breeze of open development, people’s material needs have also been increasing. Cold-formed products have also been used more and more in industrial production and daily life.Even if a variety of new materials emerge like bamboo shoots, steel is still a force that cannot be ignored in the material kingdom.The comprehensive synthesis of plastic mechanics, metal materials, machinery manufacturing technology and many other disciplines, supplemented by computer technology and numerical control technology and other high-tech cold bending technology in the cold-rolled molding progress is remarkable.The cold bending roll forming machine grows silently.
In the roller bending forming line, the rack for each pass is an independent unit. The computer controls the motors separately. The motor drives the rollers to move laterally according to a computer-generated numerical control program. The roll angle of each pass is adjusted by adjusting the rotation angle of each pass.And position to change the shape of the cross-section of the cold-formed profile passed, so that the profile produces the desired shape.
The cold bending roll forming body performs 7-station cold bending processing on the high-strength steel sheet, gradually cold-forms the thin steel sheet into a C-shaped structure, and controls the forming speed and forming amount through a servo motor and a numerical control system, and the cold bending machine.The stamping head cooperates to realize the continuous production of different components. This design is based on the working principle of the cold bending roll forming machine and the actual prototype data for its three-dimensional design.
Key words:Cold bending technology Roller pressure Roll forming Cold Roll Forming
目录
第一章 绪论 1
1.1辊弯的基本原理 1
1.2辊弯的特点 1
1.3初拾此课题的感想 2
第二章冷弯辊压成型机的简介 3
2.1冷弯辊压成型机的生产特点及应用 3
2.1.1冷弯辊压成型机工艺流程及特点 3
2.1.2冷弯成型在工业生产中的应用 3
2.2冷弯辊压成型机的组成 4
2.2.1 床身 4
2.2.2动力和传动系统 4
2.2.3润滑系统 5
2.3辊弯成型设备的分类 5
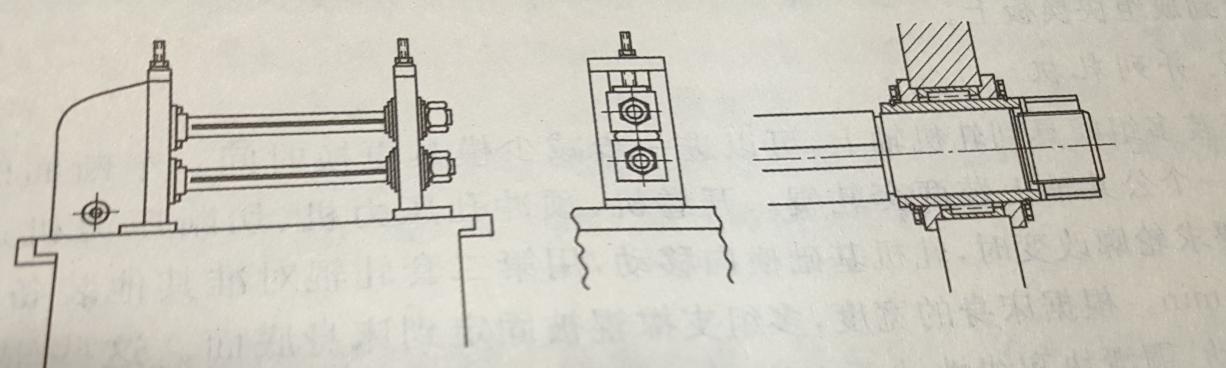
2.3.1悬臂式轧机 5
2.3.2双端式轧机 6
2.3.3通轴双端式轧机 7
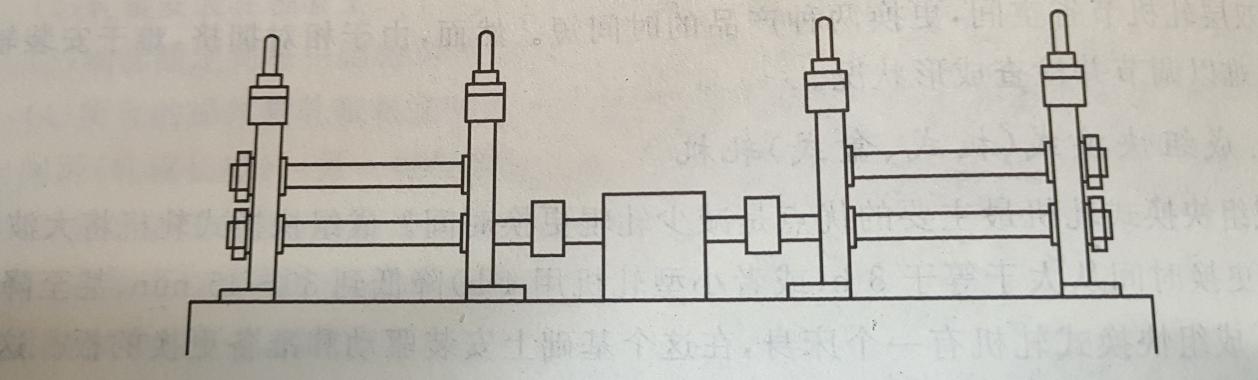
2.3.4 标准轧机(传统轧机) 7
2.3.5双层轧机 8
2.3.6并列轧机 8
2.3.7拉料成型轧机 10
第三章 绘图软件的介绍 11
3.1 UG NX概述 11
3.1.1 UG NX软件的图形用户界面 11
3.1.3 UG NX草图的绘制 12
3.1.4 UG NX的装配 12
4.2 SolidWorks软件简介 13
4.6.1 SolidWorks软件特点 13
4.6.2 SolidWorks草图的绘制 13
4.6.3 SolidWorks的建模 13
第四章 冷弯辊压成型机的设计 14
4.1设计思路 14
4.2辊弯部分的设计 14
4.2.1 辊Ⅰ 15
4.2.2 辊Ⅱ 15
4.2.3 辊Ⅲ 15
4.2.4 辊Ⅳ 16
4.2.5 辊Ⅴ 16
4.2.6 辊Ⅵ 16
4.2.7 辊Ⅶ 17
4.3 机架和端盖的设计 17
4.4连接件和传动装置的设计 17
4.4.1传动装置 17
4.4.2连接装置 17
4.4.3编码器 18
4.4.4其他装置 18
4.5圧下力F与相关参数的关系 18
4.6工艺参数的确定 19
4.7二维图的绘制 20
第五章 三维模型的绘制 21
5.1 机架的绘制 21
5.2主要工作部分的绘制 23
5.3 电机的绘制 26
5.4 装配得到整机 27
第六章 总结与展望 28
6.1总结 28
6.2展望 28
参考文献 29
致谢 30
第一章 绪论
1.1辊弯的基本原理
提到辊弯过程,首先“映入眼帘”的就是卷板机。而提到卷板机,其最为核心工作部件毋庸置疑就是工作辊,该工作辊以轴线相互平行,卷板机通过机械传动或者液压传动等传动方式将机械能转化为运动动能,从而使工作辊实现位置的变化,除了平动以外,还有沿母线的旋转,在此过程中将各种金属板料在三种温度状态即冷态(冷弯)、温态(常温温卷)或热态(热弯)下弯卷成以母线为直线的单曲率或多曲率的弯曲件(多为弧形件或筒形件。
上文中提到的三种温度状态,接下来对其进行一些详解:冷态,顾名思义即为冷弯,在冷态下辊压的优点如下(1)制造精度相较于其他两种情况高、(2)因为无须对温度过分苛求,所以操作工艺简便、(3)成本低廉从而能获得最大收益,但在冷态下辊压仍旧有缺点:对板材的质量要求较高,这导致很多板材无法采用冷弯技术,金相组织一致性要好,金相组织更是“宣判”了很多材料进行冷弯的“死刑”;对于无法使用冷弯的板材,当卷制板厚较大或者弯曲半径较小并且超过设备工作能力时,在条件允许的前提下可采用热卷,其温度范围一般在800~850°C;而板材质量不行、金相组织不好的板材,无法使用冷卷,同时对于那些刚性太差、吊运困难的板材,又无法使用热卷,折中而行采用温卷的方式。
1.2辊弯的特点
板料的弯曲从弯曲方式上来分类,可以初步划分为辊弯和压弯两种形式,首先介绍压弯,压弯主要是借助外力:在液压机或折弯机上借助模具进行弯曲,其实现弯曲的方式主要是横向塑性弯曲,其弯曲过程的显著特点就是不连续,表现形式为逐点弯曲或分段弯曲。而提到辊弯,和上文的压弯进行多方位类比,可知:
(1)轧辊弯曲这一过程,其条件首先是要有一定拉伸力,然后是连续弹塑性弯曲过程,它的特点是回弹小,因此成形相比于压弯更加准确,弯曲质量更高;
(2)辊弯相比于压弯使用时更加方便,因为它不像压弯需要模具成形,所以辊弯可以卷制不同曲率半径、不同规格的工件,大大提升了工作效率;
(3)它配有辅助装置制造锥形零件,可广泛用于弯管和弯管;
(4)辊弯卷弯时所需力量往往比压弯成形小,因为辊弯操作过程中板料通常为点接触或线接触,而且卷板机的造价相比于液压机要便宜很多,可以节省大量的生产成本。
上文中所提及的卷板机是一种适应性强、通用性强的折弯成型机。通常采用进料台、辅机、托架平台和支承滚子台对卷板机进行辅助作业,从而提高工作效率,提高加工精度,降低劳动强度,改善工作条件。
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示: