焊接机器人电弧自动控制系统研究毕业论文
2020-02-18 11:00:47
摘 要
由于传统的手工焊接方法会导致诸如劳动力成本高,产品质量参差不齐以及安全和健康等很多问题,要想改善焊接环境,同时提高生产率并保护操作人员的安全,焊接自动化技术的引入起着重要作用。其中,焊接机器人技术可谓是自动化程度最高且最复杂的焊接自动化技术。本文研究了弧焊机器人电弧自动控制系统,旨在提高焊接机器人焊接过程中电弧的稳定性,提高焊接质量,稳定熔池深度。
首先,描述了电弧焊和熔滴过渡的原理与特点,研究了电弧控制系统的原理。然后参照模块化的建模思想,在Matlab / Simulink仿真环境下,建立了相应控制算法的仿真模型,并借助该模型简要分析了传统的控制方法所引起焊接过程中电弧波动的特性,以此获得了相应的送丝速度变化曲线以维持电弧长度稳定。接着利用该模型仿真测试了传统的PID控制算法的效果,并进一步测试了增益调整模糊PID控制算法。通过分析控制算法在不同控制参数下可以达到的最好的控制效果,选择适合弧焊操作的弧长控制算法。
在实验期间,采集、观察并分析表征电弧长度的电弧电压。实验结果表明,进行弧长控制时,采用增益调整模糊PID控制算法,由于优秀的在线参数调整功能,控制效果会比传统PID控制方法好。而且,本文所使用的模型和弧长控制算法对深度研究弧焊机器人控制系统是有参考价值的。
关键词:焊接机器人;电弧控制;PID控制;模糊控制
Abstract
Since traditional manual welding methods bring labor cost problems, product quality problems and safety and health problems, the introduction of welding automation technology plays an important role in improving the welding environment, improving productivity and protecting the safety of operators. Among them, welding robot technology is the welding automation technology with the highest degree of automation and the most complicated technology. In this paper, the research and design of arc automatic control system for arc welding robot is carried out with the aim of improving the stability of arc in the welding process of welding robot, improving welding quality and stabilizing the depth of molten pool.
Firstly, the characteristics of arc welding and droplet transfer are described. The principle of arc length control system is studied. Then according to the modular modeling idea, based on a certain Matlab/Simulink simulation environment, the corresponding control and simulation model are established. The latter analyzes the fluctuation of the arc parameters in the welding process caused by the traditional control method, and needs to be maintained. The curve of the wire feed speed change required for the arc length to stabilize. Then the traditional PID control algorithm and the gain-adjusted fuzzy PID control algorithm are studied by using the model. By analyzing the optimal control effect that different control algorithms can achieve under the optimal control parameters, the arc length suitable for arc welding operation is selected. Control algorithm.
During the experiment, the arc voltage acquisition which characterizes the arc length is observed and analyzed. The experimental results show that the control effect is better than the traditional PID control with single parameter when using the online parameter adjustment function of the gain-adjusted fuzzy PID control algorithm for arc length control. method. On the other hand, the research on the model and arc length control algorithm in this paper has certain reference value for the further in-depth study of the depth control process of arc welding robot.
Key words: welding robot; arc control; PID control; fuzzy control
目录
第一章 绪论 1
1.1 课题研究的背景及意义 1
1.2 国内外研究现状 4
1.3 本文研究内容简介 5
第二章 机器人焊接工艺特性分析 6
2.1 引言 6
2.2 电弧焊基本原理 6
2.3 弧焊机器人控制系统 7
2.4 熔化极气体保护焊分析 8
2.4.1 熔滴过渡形式 9
2.4.2 弧焊电弧特性分析 10
2.4.3 电弧长度对焊接质量的影响 11
2.5 电弧弧长控制原理 12
2.5.1 恒速送丝弧长控制原理 12
2.5.2 变速送丝弧长控制原理 12
2.6 本章小结 13
第三章 弧焊机器人弧长控制模型建立与仿真 14
3.1 引言 14
3.2 坡口扫描模块模型 14
3.3 焊接电弧模块模型 15
3.4 焊接电源模块模型 17
3.5 恒电流恒速送丝机器人焊接分析 18
3.6 恒电流变速送丝机器人焊接分析 19
3.7 本章小结 20
第四章 焊接机器人弧长PID控制系统研究 21
4.1 引言 21
4.2 PID 控制算法简介 21
4.3 PID控制算法分析 22
4.4 PID 弧长控制器设计 23
4.5 本章小结 26
第五章 总结与展望 27
5.1 总结 27
5.2 展望 27
参考文献 28
致谢 29
绪论
课题研究的背景及意义
如今,机器人诞生已有几十年。最早的机器人出现在1954年,是由美国的乔治·希·德沃尔开发的工业机器人,于1961年申请专利。该专利的要点是通过伺服技术控制机器人的关节,机器人可以记录、重现被教授过的动作,这就是最早的示教再现机器人。大多数现有机器人都使用这种控制方法[1]。
焊接机器人是配备有焊接系统,如送丝机,软管,焊枪,火炬或工业机器人上的焊钳、配有焊接电源的自动焊接设备。在实际生产中,焊接机器人的结构主要有两种形式,即平行四边形结构和侧装(摆)结构,后者上下臂具有较大的运动范围,逐渐成为主流结构。
焊接机器人的控制器中通常使用32位计算机,不仅可以控制主体的轴,还可以控制外部设备或其它机器人。例如,日本安川的焊接机器人控制器NXl00技术中,一个控制器最多可以同时控制四个机器人(每个机器人有自身6个轴和3个外轴),并且可以使用软PLC对控制周围的设备。
目前,我们国内的焊接机器人发展也越来越快。在有国家重点计划和863计划的支持下,一汽集团,哈尔滨工业大学等单位共同合作开发了工业机器人和机器人应用工程[2]。经过一系列的研究和努力他们完成了不同重量级工业机器人的开发,如10千克,30千克,100千克和120千克。
随着技术的进步,据不完全统计,全球近一半的工业机器人用于各种形式的焊接加工。焊接机器人最常用的方法主要有两种,点焊和电弧焊。我们所谈论的焊接机器人实际上是一种工业机器人,它取代了焊接生产领域的焊接工人。这些焊接机器人中的一些是专门为某种焊接方法设计的,并且大多数焊接机器人实际上由具有一些焊接工具的通用工业机器人制成。在多任务环境中,机器人甚至可以执行各种任务,如抓取,搬运,安装,焊接,卸载等,机器人可以根据实际生产要求更换机器手上的工具,完成要求的任务 [3]。
众所周知,焊接加工需要的焊工必须熟练操作程序,并且经验非常丰富、焊接水平优异。而且,焊接这种工作环境条件很差,烟雾高,热辐射高,风险高的工作。工业机器人的出现自然导致人们开始考虑使用它而不是人工手动焊接来降低焊工的工作强度。
手工焊接过程中,熟练的焊工可以根据观察到的焊接情况适当调整焊枪的方位,角度和走弧速度,以适应焊接工况的变化。机器人要想达到类似的效果,首先也要像人一样有“眼睛”,可以用来“看到”这些变化,然后才能根据看到的情况调整焊枪的位置,并实时跟踪焊缝的变化。由电弧焊引起的电弧、电磁噪声,烟尘,熔丝短路,以及大的工作电流和强磁场等因素,使得机器人难以检测和识别焊接所需的信号特征[4]。它不像工业制造中的其他过程那样易于检测。因此,焊接机器人的应用从一开始就不用于电弧焊接过程。
事实上,工业机器人最早在焊接领域的应用始于电阻点焊。点焊机器人在汽车装配线上的大量应用,不仅提高了焊接的生产率和焊接质量,还使得焊接更加的灵活,即只要程序稍加改变,不同的车型可以在同一条生产线上组装和焊接[5]。可以说,焊接机器人与其余种类的工业机器人是同步发展进步的。
随着各项技术的快速发展,机器人技术同样迅速发展起来。工业机器人的可靠性不断提高,制造成本却在下降。目前,由于我国国民经济的快速增长,以及加入WTO后面临的机遇和挑战和国家的各项政策等,促使众多企业加大力度改造技术,引进或开发先进生产设备。在这种环境下,焊接机器人的数量迅速增加,这促进了焊接机器人的应用。但即使在21世纪,机器人的发展还没有达到完美。以焊接机器人为例,在实际的机器人焊接过程中,虽然有许多传感器和控制器,但焊接条件会发生变化,例如加工和夹紧工件过程中,尺寸和位置可能出现偏差,还有工件的加热时气流和散热等条件的改变,都会影响焊接质量。
长久以来,由于焊接的恶劣工作条件,愿意从事手工焊接的人数逐步减少,而技术熟练的技术人员则更加缺乏。另一方面,各项技术的快速发展为焊接自动化的迅速发展提供了有利条件。焊接机器人作为先进的自动化技术,是焊接领域自动化的革命性进步,它与传统的焊接刚性自动化的生产方式截然不同,是一种灵活的自动化生产,使中小型产品的焊接自动化成为可能[6]。
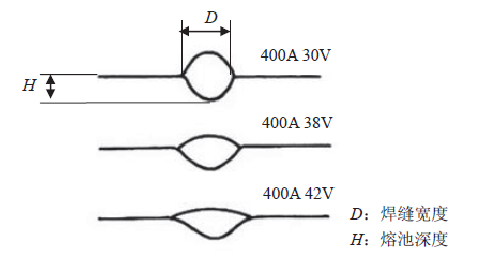
在各种焊接方法中,电弧焊是最重要的熔化焊。作为电弧焊的主要热量来源,电弧起着相当重要的作用。电弧如果不稳定,则在液滴转移期间飞溅现象严重,焊缝形成不良,焊缝浅,并且产生诸如孔或熔渣的缺陷,焊接质量低。在等离子弧焊中,如果电弧不稳定,甚至可能出现“双弧”现象,对生产造成严重影响。影响电弧稳定性的因素有很多,包括焊接电源的类型,焊接电流和焊接电压的大小,电极涂层和焊剂成分,以及电弧磁偏置,操作员的熟练程度和工件表面的清洁度也对电弧稳定性有影响,最终影响焊接电弧的长度并影响焊缝质量。
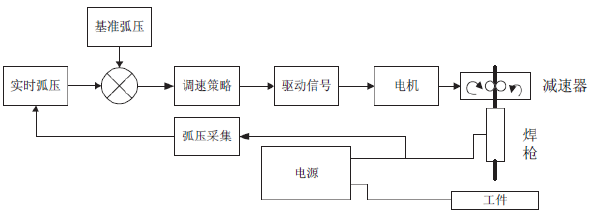
因此,不仅需要向焊接机器人添加各种传感器,使得它们能够自主地获取焊接路径,焊缝跟踪和焊接参数的在线调整,并且还要控制焊接机器人的电弧稳定性。机器人电弧自动控制系统使其能够快速有效地应对焊接条件变化引起的干扰,确保焊接过程中电弧的稳定性。
国内外研究现状
电弧稳定性的影响因素有很多,电弧稳定性的研究非常复杂,国内外有许多学者都对此进行了研究。
AW Carter等[5]在纯铝上进行交流TIG焊接以分析其电弧稳定性。结果表明,在焊接过程中改变极性时,必须有一定的空载电压对应不同的焊接电流,以便平稳地进行引弧。 80A焊接电流对应于160V的空载电压,并且随着焊接电流减小,所需的空载电压增加。然而,当焊接电流小于20A时,增大空载电压将不能使电弧达到稳定状态。
M Iwata等[6]也研究了交流TIG焊电弧的稳定性。电弧在铜极和鸽极之间引出,两者间距40mm。结果发现当电弧所处的环境温度越高,维持电弧稳定所需的电压越低。而且,在焊接中改变极性时,可以通过增加脉冲电流的方法来有效地降低所需维持电压,同时增强电弧稳定性。
王建军等[7]制造了双鸽极焊枪,研究了共熔池双TIG焊的电弧稳定性。已经发现,当两个电弧电流都是直流或者脉冲电流时,则电弧能够维持稳定。都是脉冲电流时,为了获得稳态电弧,两个脉冲电流之间需要有一定时间的延迟。
南昌大学张朝阳等[8]在AZ31B镁合金上进行了DE-GMAW堆焊,并采用直流反接,研究了总电流,旁路电流和电弧长度对电弧稳定性的影响。结果表明,电弧稳定性随着总电流在一定范围内的增加而增加,但是,在电流超过一定值后,电弧稳定性降低。当旁路电流增加时,电弧稳定性也首先增加,并且在一定值之后减小。当电弧长度太长时,电弧可能振荡并且电弧稳定性降低。
从以上各种研究中可见电弧稳定性是焊接机器人相关研究领域的热点,其对焊接机器人其余各方面的研究都具有重要意义。
本文研究内容简介
全面介绍了焊接机器人的发展过程和当前的应用现状。在这基础上,进一步分析了焊接机器人在实际应用中仍然存在的问题,阐述了本文的研究目的和意义,即研究焊接机器人的电弧自动控制系统,旨在确保实际焊接过程中焊接电弧在各种干扰下保持稳定。
机器人焊接工艺特性分析
引言
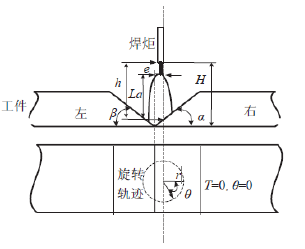
目前来说,机器人焊接在工业生产中的应用主要还是示教再现的形式,需要在线教学如焊接过程,姿势和工作轨迹等参数。它指的是使用教学过程通过示教编程来存储大量的执行动作,机器人对这些执行动作重复执行。教学编程指的是机器人在人类指导的指导下根据预设动作进行编程,然后实现编程;操作程序是一些运动轨迹动作和辅助运动的指令,帮助机器人完成预设的工作[10]。由于所用程序是根据焊接工件的特定加工标准,编写相应的程序,机器人根据程序重复相同的焊接动作。然而,焊接机器人进行焊接工作与焊接工人的不同之处在于,其不能根据焊炬的高度和焊接速度等特定的焊接电弧特性进行调整。本章以焊接气体保护焊的焊接方法和焊接机器人的介绍和研究为基础,介绍了一种调节电弧长度的新方法,即采用变速送丝实现控制目标。
电弧焊基本原理
电弧焊接概念:电弧焊是一种以电弧为热源的熔焊方法,简称为弧焊。基本原理是利用电弧加热在高电流(10到200 A)和低电压(10到50 V)下电离气体产生的放电热量,使电极和工件熔化,在冷凝后形成焊缝[11]。
关于电弧:电弧是气体放电现象和等离子体。等离子体是物质的第四种状态,与固体,液体和气体并列。以50000K为边界,等离子体可分为两类:高温等离子体和低温等离子体,电弧属于后者。电弧通常分为三个区域:阴极区域,弧柱区域和阳极区域。
电弧中的电流在围观下看是电子和正离子在电场作用下运动的结果,其中电子的运动构成电流的主要部分。阴极的功能是发射大量电子,这些电子在电场的作用下倾向于阳极的方向,以在阴极区域中构成电流。
电弧的阴极区域对于电弧的发生的物理过程非常重要,并且形成电弧放电的大多数电子在阴极区域中产生或由阴极本身发射[12]。实际上在电弧放电中,并非所有阴极都参与放电过程,阴极表面上的放电仅集中在几个小区域中,这些小区域被称为阴极点,是一个非常集中、明亮的小区域。其高密度的电流是电弧放电中强电子流的来源。阴极发射电子有两种机制:热发射和场发射。弧焊是场发射的机制。
弧焊机器人控制系统
弧焊机器人控制系统的结构有两个主要部分,即机器人和焊接设备。前者的部件包括控制柜,示教箱和机器人本身三个部分;后者的部件是焊枪,送丝机和焊接电源。
作为机器人和机械传动系统的支撑基础,机器人的身体也是它的执行机构。尽管一些制造商或科研机构将它们设计为七自由度或八自由度以使其更加灵活,但它们结构更复杂和控制效果也更精确。为此,为了满足大部分生产需要,目前生产中常用的机器人机身一般都是六个自由度的[13]。如图2-1所示,前三个关节用来将焊枪移动到目标位置,最后三个关节主要用来调整其角度,使其能更好地完成焊接等生产任务。
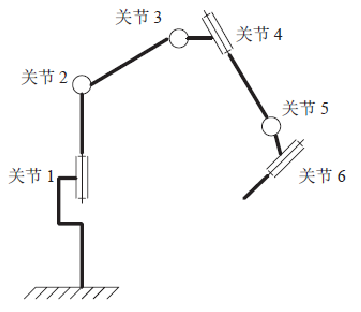
图2-1 机器人机构运动简图(六自由度)
以上是毕业论文大纲或资料介绍,该课题完整毕业论文、开题报告、任务书、程序设计、图纸设计等资料请添加微信获取,微信号:bysjorg。
相关图片展示:
![C:\Users\25104\AppData\Roaming\Tencent\Users\2510487419\QQ\WinTemp\RichOle\]U(3D_WGCGQ2MVO[NZR4FXE.png](http://www.biyelunwen.org/wp-content/uploads/2020/02/lw5502_202021811045230.png)
您可能感兴趣的文章
- 一种确定磁探针集总电路参数的标定方法外文翻译资料
- 一种人体可接触的大气压低温等离子体射流装置研究(适合电气B方向)毕业论文
- 氩氧中大气压DBD放电特性研究(适合电气B方向)毕业论文
- 大气压氩等离子体射流放电影响因素的仿真研究(适合浦电气B方向)毕业论文
- 含氧高活性均匀DBD改性聚合物薄膜研究(适合浦电气B方向)毕业论文
- 反应器结构对气液两相DBD放电特性的比较(适合浦电气B方向)毕业论文
- 南京某公司研发楼电气设计毕业论文
- 金帆北苑地块经济适用住房——02栋商住楼电气设计(适用于浦电气1004~06A方向学生)毕业论文
- 扬州人武部大楼电气设计毕业论文
- 金帆北苑地块经济适用住房——04栋商住楼电气设计(适用于浦电气1004~06A方向学生)毕业论文



